Сделай Сам (Знание) 1995-02, страница 68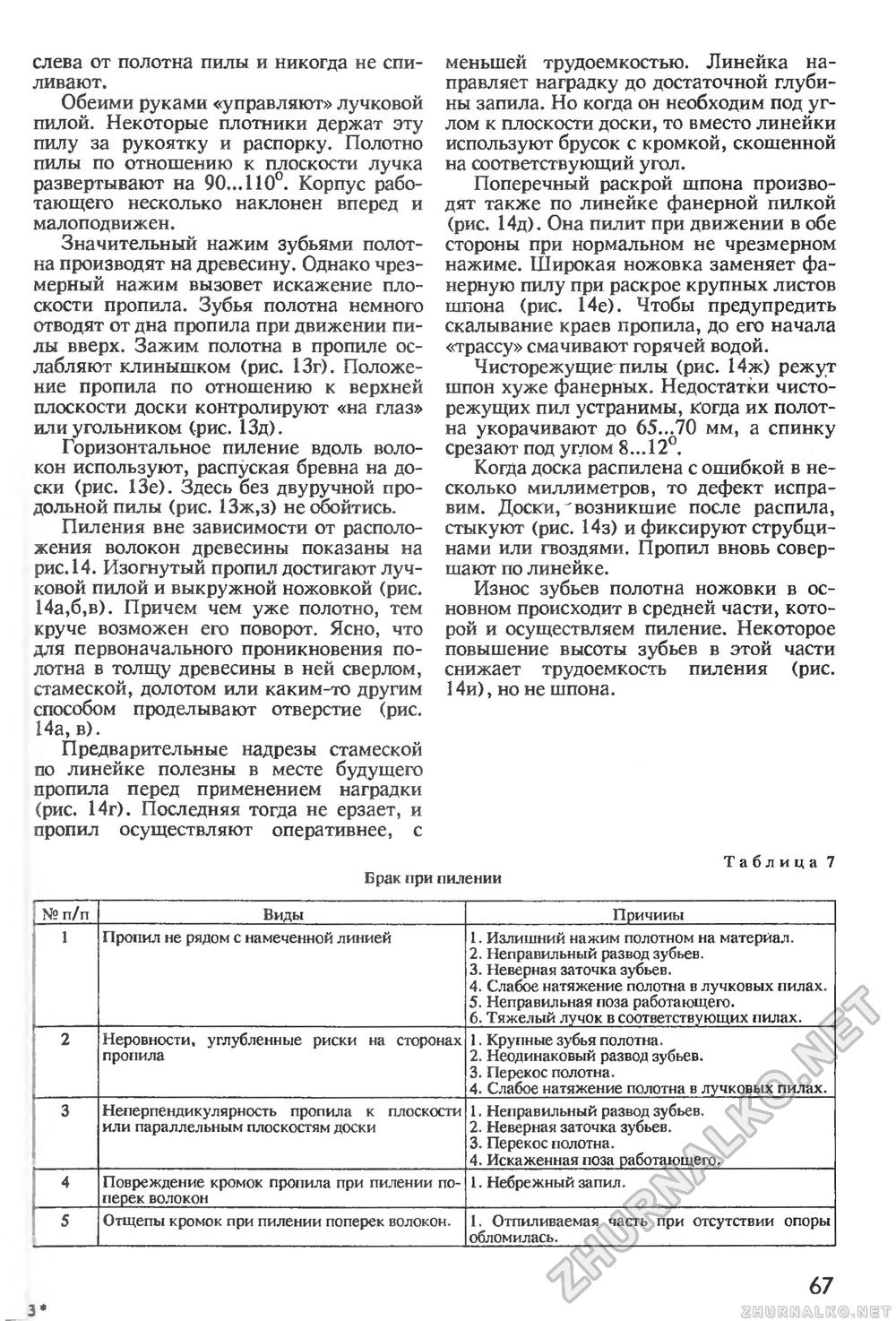
слева от полотна пилы и никогда не спиливают. Обеими руками «управляют» лучковой пилой. Некоторые плотники держат эту пилу за рукоятку и распорку. Полотно пилы по отношению к плоскости лучка развертывают на 90... 110°. Корпус работающего несколько наклонен вперед и малоподвижен. Значительный нажим зубьями полотна производят на древесину. Однако чрезмерный нажим вызовет искажение плоскости пропила. Зубья полотна немного отводят от дна пропила при движении пилы вверх. Зажим полотна в пропиле ослабляют клинышком (рис. 13г). Положение пропила по отношению к верхней плоскости доски контролируют «на глаз» или угольником (рис. 13д). Горизонтальное пиление вдоль волокон используют, распуская бревна на доски (рис. 13е). Здесь без двуручной продольной пилы (рис. 13ж,з) не обойтись. Пиления вне зависимости от расположения волокон древесины показаны на рис.14. Изогнутый пропил достигают лучковой пилой и выкружной ножовкой (рис. 14а,б,в). Причем чем уже полотно, тем круче возможен его поворот. Ясно, что для первоначального проникновения полотна в толщу древесины в ней сверлом, стамеской, долотом или каким-то другим способом проделывают отверстие (рис. 14а, в). Предварительные надрезы стамеской по линейке полезны в месте будущего пропила перед применением наградки (рис. 14г). Последняя тогда не ерзает, и пропил осуществляют оперативнее, с Таблица 7 Брак при пилении Таблица 7 Брак при пилении
меньшей трудоемкостью. Линейка направляет наградку до достаточной глубины запила. Но когда он необходим под углом к плоскости доски, то вместо линейки используют брусок с кромкой, скошенной на соответствующий угол. Поперечный раскрой шпона производят также по линейке фанерной пилкой (рис. 14д). Она пилит при движении в обе стороны при нормальном не чрезмерном нажиме. Широкая ножовка заменяет фанерную пилу при раскрое крупных листов шпона (рис. 14е). Чтобы предупредить скалывание краев пропила, до его начала «трассу» смачивают горячей водой. Чисторежущие пилы (рис. 14ж) режут шпон хуже фанерных. Недостатки чисто-режущих пил устранимы, Когда их полотна укорачивают до 65...70 мм, а спинку срезают под углом 8... 12°. Когда доска распилена с ошибкой в несколько миллиметров, то дефект исправим. Доски,'возникшие после распила, стыкуют (рис. 14з) и фиксируют струбцинами или гвоздями. Пропил вновь совершают по линейке. Износ зубьев полотна ножовки в основном происходит в средней части, которой и осуществляем пиление. Некоторое повышение высоты зубьев в этой части снижает трудоемкость пиления (рис. 14и), но не шпона. |








