Сделай Сам (Знание) 1998-02, страница 58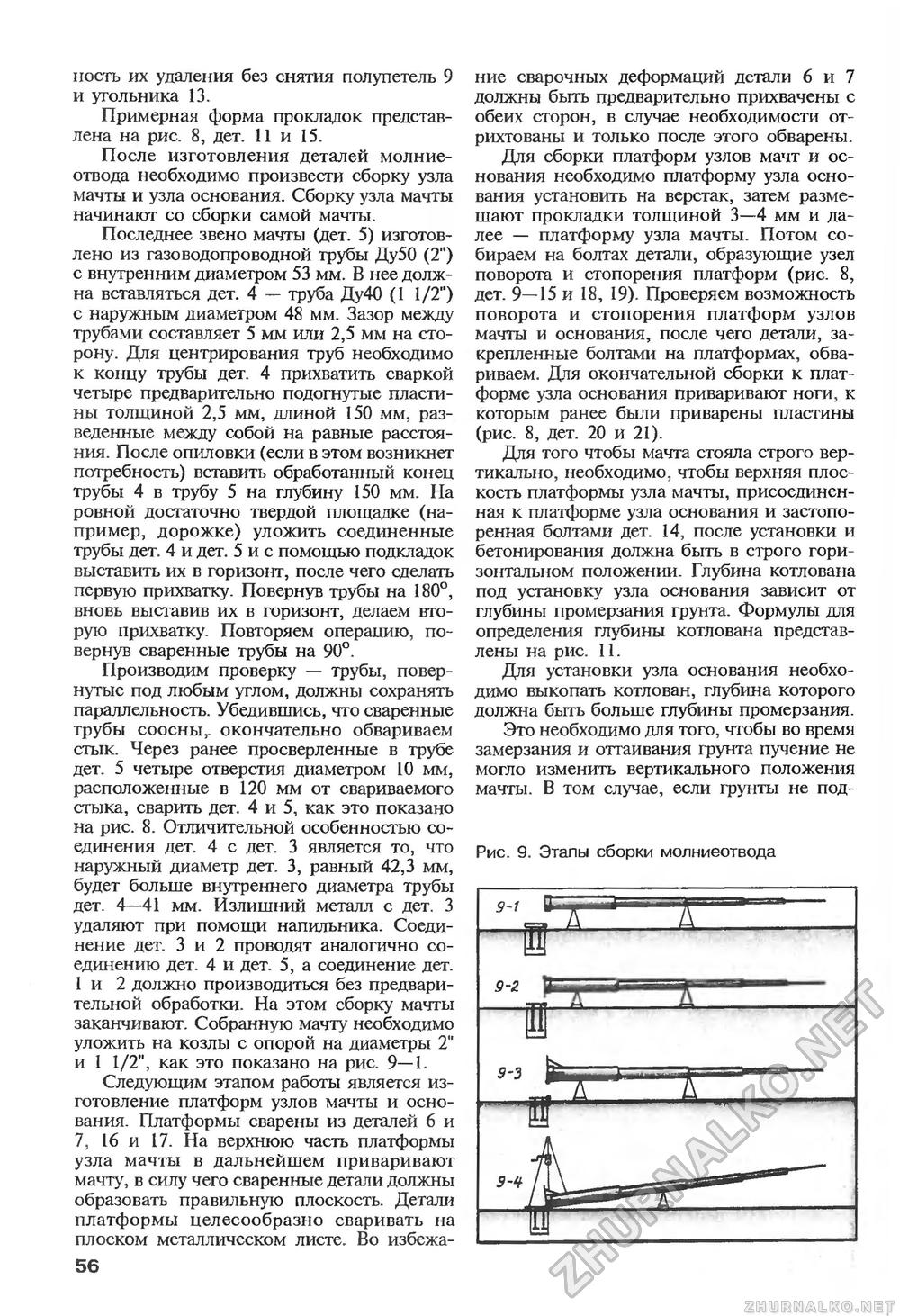
ность их удаления без снятия полупетель 9 и угольника 13. Примерная форма прокладок представлена на рис. 8, дет. 11 и 15. После изготовления деталей молниеотвода необходимо произвести сборку узла мачты и узла основания. Сборку узла мачты начинают со сборки самой мачты. Последнее звено мачты (дет. 5) изготовлено из газоводопроводной трубы Ду50 (2") с внутренним диаметром 53 мм. В нее должна вставляться дет. 4 — труба Ду40 (1 1/2") с наружным диаметром 48 мм. Зазор между трубами составляет 5 мм или 2,5 мм на сторону. Для центрирования труб необходимо к концу трубы дет. 4 прихватить сваркой четыре предварительно подогнутые пластины толщиной 2,5 мм, длиной 150 мм, разведенные между собой на равные расстояния. После опиловки (если в этом возникнет потребность) вставить обработанный конец трубы 4 в трубу 5 на глубину 150 мм. На ровной достаточно твердой площадке (например, дорожке) уложить соединенные трубы дет. 4 и дет. 5 и с помощью подкладок выставить их в горизонт, после чего сделать первую прихватку. Повернув трубы на 180°, вновь выставив их в горизонт, делаем вторую прихватку. Повторяем операцию, повернув сваренные трубы на 90°. Производим проверку — трубы, повернутые под любым углом, должны сохранять параллельность. Убедившись, что сваренные трубы соосны,. окончательно обвариваем стык. Через ранее просверленные в трубе дет. 5 четыре отверстия диаметром 10 мм, расположенные в 120 мм от свариваемого стыка, сварить дет. 4 и 5, как это показано на рис. 8. Отличительной особенностью соединения дет. 4 с дет. 3 является то, что наружный диаметр дет. 3, равный 42,3 мм, будет больше внутреннего диаметра трубы дет. 4—41 мм. Излишний металл с дет. 3 удаляют при помощи напильника. Соединение дет. 3 и 2 проводят аналогично соединению дет. 4 и дет. 5, а соединение дет. I и 2 должно производиться без предварительной обработки. На этом сборку мачты заканчивают. Собранную мачту необходимо уложить на козлы с опорой на диаметры 2" и 1 1/2", как это показано на рис. 9—1. Следующим этапом работы является изготовление платформ узлов мачты и основания. Платформы сварены из деталей 6 и 7, 16 и 17. На верхнюю часть платформы узла мачты в дальнейшем приваривают мачту, в силу чего сваренные детали должны образовать правильную плоскость. Детали платформы целесообразно сваривать на плоском металлическом листе. Во избежа ние сварочных деформаций детали 6 и 7 должны быть предварительно прихвачены с обеих сторон, в случае необходимости от-рихтованы и только после этого обварены. Для сборки платформ узлов мачт и основания необходимо платформу узла основания установить на верстак, затем размешают прокладки толщиной 3—4 мм и далее — платформу узла мачты. Потом собираем на болтах детали, образующие узел поворота и стопорения платформ (рис. 8, дет. 9—15 и 18, 19). Проверяем возможность поворота и стопорения платформ узлов мачты и основания, после чего детали, закрепленные болтами на платформах, обвариваем. Для окончательной сборки к платформе узла основания приваривают ноги, к которым ранее были приварены пластины (рис. 8, дет. 20 и 21). Для того чтобы мачта стояла строго вертикально, необходимо, чтобы верхняя плоскость платформы узла мачты, присоединенная к платформе узла основания и застопоренная болтами дет. 14, после установки и бетонирования должна быть в строго горизонтальном положении. Глубина котлована под установку узла основания зависит от глубины промерзания грунта. Формулы для определения глубины котлована представлены на рис. II. Для установки узла основания необходимо выкопать котлован, глубина которого должна быть больше глубины промерзания. Это необходимо для того, чтобы во время замерзания и оттаивания грунта пучение не могло изменить вертикального положения мачты. В том случае, если грунты не под- Рис. 9. Этапы сборки молниеотвода 56 |








