―δεκύι ―ύλ («μύμηε) 2006-03, ώρπύμηωύ 105
“ύακηωύ 2
“ύακηωύ 2
|
»μώρπσλεμρ |
Χύπξύ ώρύκη |
|
Τεκεγξη νρ πσαύμξνβ |
9’‘ |
|
«σαηκύ, νρβεπρξη, ξκειλύ δκ ώρύκη |
”7ά |
|
œσύμώνμϊ, λύρπηωϊ, οπνανιμηξη |
”8, ”8ά |
|
επμϊ, δεπεβνναπύαύρϊβύΰυηι ημώρπσλεμρ |
”ό, ”όά |
|
Χνκνρξη, ξσβύκδϊ, ψκύδηκξη, οκνρμηωξηι ημώρπσλεμρ |
”7 |
|
Χερςηξη |
”Ά, –9, 9’― |
|
Άύδτηκη |
”ό-”12 |
|
Άύοηκϋμηξη |
”10-”13, Ί’6 |
|
Άνφνβνςμϊε ονκνρμύ ώρύμνςμϊε |
–9, –18, LUXI5 |
|
Άνφνβνςμϊε ονκνρμύ πσςμϊε |
”8-”12 |
|
Άνφνβξη ον δεπεβσ |
”8Οά |
|
Άνφη τσψνβύκϋμϊθ ώρύμξνβ |
9X5 ¬‘ |
|
œηκϊ ωηπξσκπμϊε |
85’‘ |
|
œηκϊ κεώνοηκϋμϊθ πύλ |
85XB |
|
œκύχξη |
9’― |
|
œνκνρμύ κσςξνβϊθ οηκ |
”8Οά, 85’‘ |
|
œηκϊ ονοεπεςμϊε |
”8Οά, ”10 |
|
œηκϊ οπνδνκϋμϊε |
85’ |
|
–ύγβεπρξη πσςμϊε |
–9, 9’― |
|
–ύγβεπρξη λύχημμϊε |
–9, PI8 |
|
–εγωϊ δκ ρβεπδϊθ λερύκκνβ |
”13, ”1 «ά |
|
–εγωϊ ρνξύπμϊε η ώρπνψύκϋμϊε |
”ό, ”όά |
|
―βεπκύ ώοηπύκϋμϊε ον δεπεβσ |
9’―, 9X5 ¬‘ |
|
―βεπκύ ον λερύκκσ |
–9, –18 |
|
‘πεγϊ |
–9, – [ 8 |
|
Ίύαεπϊ |
”12, ”12ά |
δνςξη ξύοκεναπύγμνι τνπλϊ (πηώ. 6, ε);
½ οπσφημμύ ώρύκϋ ώ ώνδεπφύμηελ ξπελμη ½ χηπνξηι οσςνξ ρελμν-φεκρϊθ μηρει ηώξπ, μύ ξνμωύθ ξνρνπϊθ ναπύγσΰρώ μεανκϋχηε γβεγδνςξη ανκεε ώβερκνψν ωβερύ (πηώ. 6, φ);
½ αϊώρπνπεφσυύ ώρύκϋ ώ οπηώύδξνι ξναύκϋρύ ½ χηπνξηι οσςνξ ρελμν-φεκρϊθ μηρει ηώξπ αεγ γβεγδνςεξ μύ ξνμωε (πηώ. 6, γ).
Έ ρεπλνναπύανρξε ώρύκει. »γβεώρμν, ςρν εώκη, μύοπηλεπ, μεγύξύκεμμσΰ
“ύακηωύ 3
“ύακηωύ 3
|
Χύπξύ |
«ύξύκξύ, Α― |
Έροσώξ. ''― |
Έρφηψ, Α― |
Έθκύφδύΰυύ ώπεδύ δκ γύξύκξη |
Έθκύφδύΰυύ ώπεδύ δκ νροσώξύ |
|
”7, ”7ά |
800 |
170 |
780 |
¬νδύ |
¬νδύ, λύώκν |
|
”8. ”8ά |
800 |
170 |
770 |
¬νδύ |
¬νδύ, λύώκν |
|
”ό. ”όά |
790 |
180 |
770 |
¬νδύ |
¬νδύ, λύώκν |
|
”Ά, ”Άά |
780 |
180 |
750 |
¬νδύ |
¬νδύ, λύώκν |
|
”12, ”I2A |
780 |
180 |
750 |
¬νδύ |
¬νδύ, λύώκν |
|
”13, ”I3A |
780 |
180 |
750 |
¬νδύ |
¬νδύ, λύώκν |
|
”8Οά |
800 |
180 |
770 |
¬νδύ |
¬νδύ, λύώκν |
|
–9 |
1250 |
580 |
860 |
Χύώκν |
¬νγδσθ β οεςη |
|
PI8 |
1300 |
580 |
860 |
Χύώκν |
¬νγδσθ β οεςη |
|
Ί’6 |
810 |
200 |
780 |
Χύώκν |
¬νγδσθ |
|
LLIX9 |
830 |
280 |
780 |
Χύώκν |
¬νγδσθ |
|
Ί’15 |
845 |
400 |
780 |
Χύώκν |
¬νγδσθ |
|
9’― |
860 |
170 |
730 |
Χύώκν |
¬νγδσθ |
|
9’5¬‘ |
950 |
270 |
800 |
Χύώκν |
¬νγδσθ |
|
50’Οά |
840 |
315 |
810 |
¬νδύ |
¬νγδσθ |
|
60―2 |
870 |
325 |
840 |
¬νδύ |
¬νγδσθ |
|
60―2’ά |
870 |
315 |
840 |
¬νδύ |
¬νγδσθ |
|
65C2BA |
850 |
330 |
820 |
¬νδύ |
¬νγδσθ |
|
85XB |
830 |
250 |
790 |
¬νδύ |
¬νγδσθ |
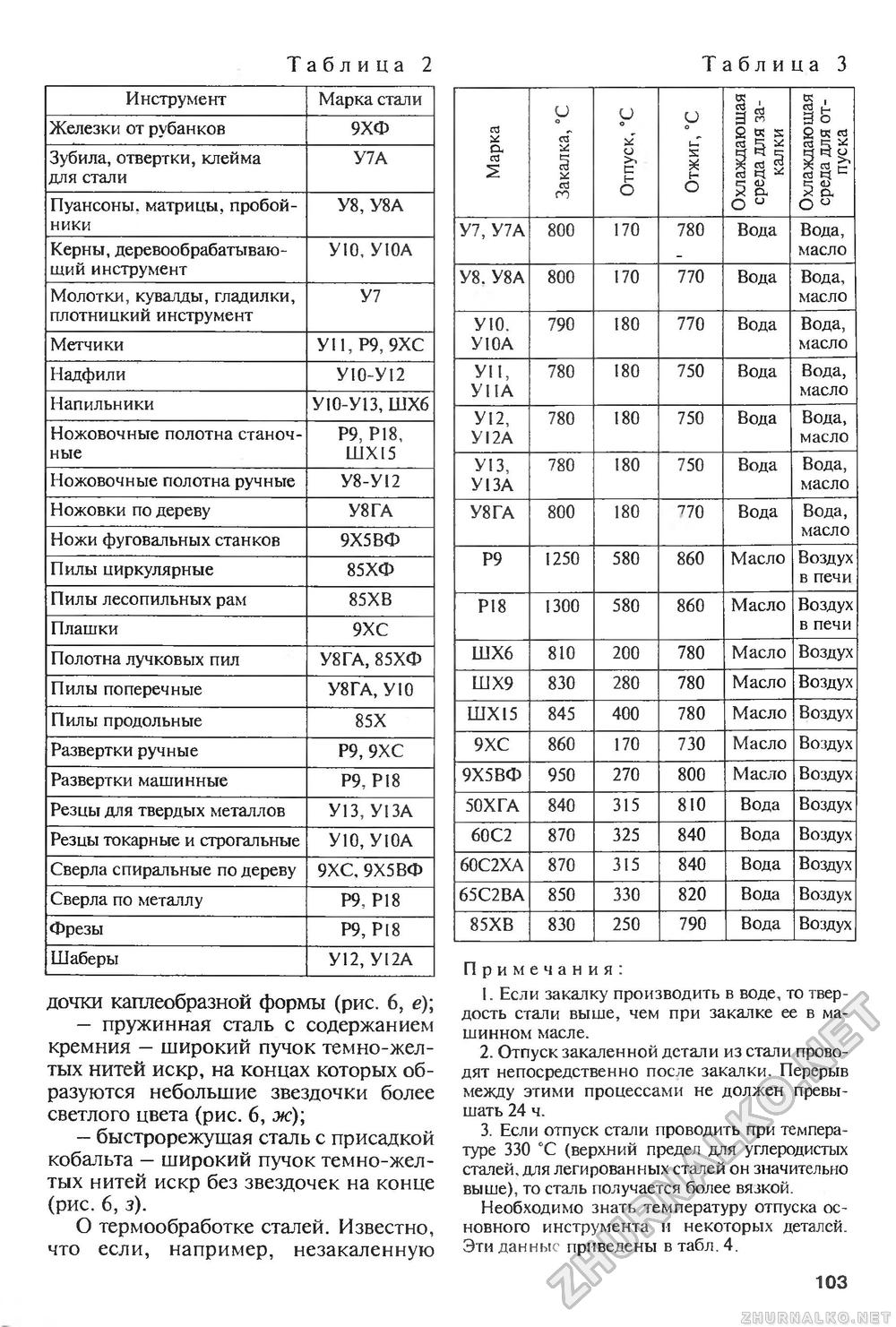
œπηλεςύμη:
1. ≈ώκη γύξύκξσ οπνηγβνδηρϋ β βνδε, ρν ρβεπδνώρϋ ώρύκη βϊχε, ςελ οπη γύξύκξε εε β λύχημμνλ λύώκε.
2. Έροσώξ γύξύκεμμνι δερύκη ηγ ώρύκη οπνβνδρ μεονώπεδώρβεμμν ονώκε γύξύκξη. œεπεπϊβ λεφδσ ΐρηλη οπνωεώώύλη με δνκφεμ οπεβϊχύρϋ 24 ς.
3. ≈ώκη νροσώξ ώρύκη οπνβνδηρϋ οπη ρελοεπύρσπε 330 Α― (βεπθμηι οπεδεκ δκ σψκεπνδηώρϊθ ώρύκει, δκ κεψηπνβύμμϊθ ώρύκει νμ γμύςηρεκϋμν βϊχε), ρν ώρύκϋ ονκσςύερώ ανκεε βγξνι.
Άεναθνδηλν γμύρϋ ρελοεπύρσπσ νροσώξύ νώμνβμνψν ημώρπσλεμρύ η μεξνρνπϊθ δερύκει. ίρη δύμμϊε οπηβεδεμϊ β ρύακ. 4.
103
|








