Сделай Сам (Огонек) 2000-05, страница 34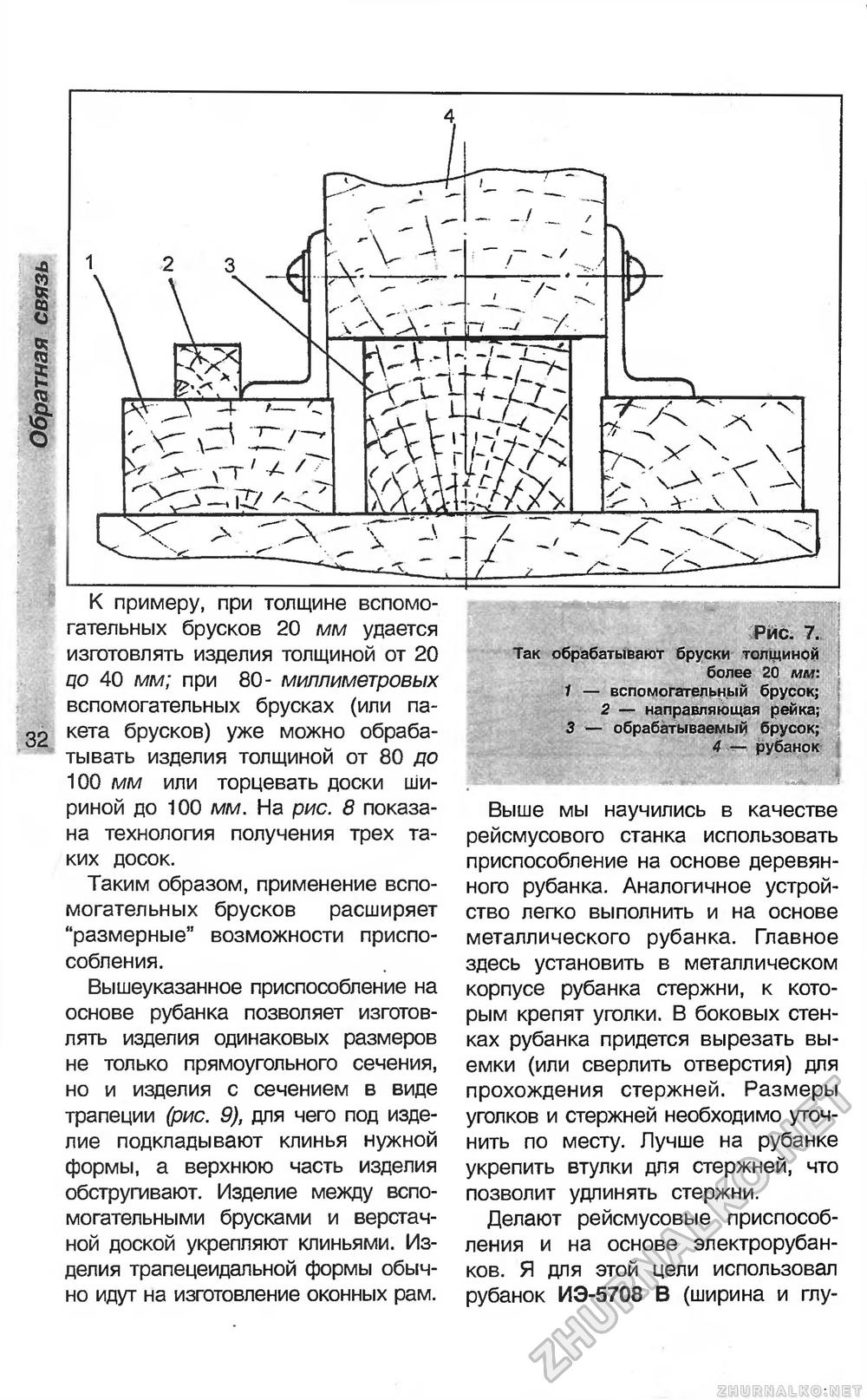
К примеру, при толщине вспомогательных брусков 20 мм удается изготовлять изделия толщиной от 20 цо 40 мм; при 80- миллиметровых вспомогательных брусках (или пакета брусков) уже можно обрабатывать изделия толщиной от 80 до 100 мм или торцевать доски шириной до 100 мм. На рис. 8 показана технология получения трех таких досок. Таким образом, применение вспомогательных брусков расширяет "размерные" возможности приспособления. Вышеуказанное приспособление на основе рубанка позволяет изготовлять изделия одинаковых размеров не только прямоугольного сечения, но и изделия с сечением в виде трапеции (рис. 9), для чего под изделие подкладывают клинья нужной формы, а верхнюю часть изделия обстругивают. Изделие между вспомогательными брусками и верстачной доской укрепляют клиньями. Изделия трапецеидальной формы обычно идут на изготовление оконных рам. РЙС. 7. Так обрабатывают бруски толщиной более 20 мм: 1 — вспомогательный брусок; 2 — направляющая рейка; 3 — обрабатываемый брусок; 4 — рубанок Выше мы научились в качестве рейсмусового станка использовать приспособление на основе деревянного рубанка. Аналогичное устройство легко выполнить и на основе металлического рубанка. Главное здесь установить в металлическом корпусе рубанка стержни, к которым крепят уголки. В боковых стенках рубанка придется вырезать выемки (или сверлить отверстия) для прохождения стержней. Размеры уголков и стержней необходимо уточнить по месту. Лучше на рубанке укрепить втулки для стержней, что позволит удлинять стержни. Делают рейсмусовые приспособления и на основе электрорубанков. Я для этой цели использовал рубанок ИЭ-5708 В (ширина и глу |








