Сделай Сам (Огонек) 2001-03, страница 75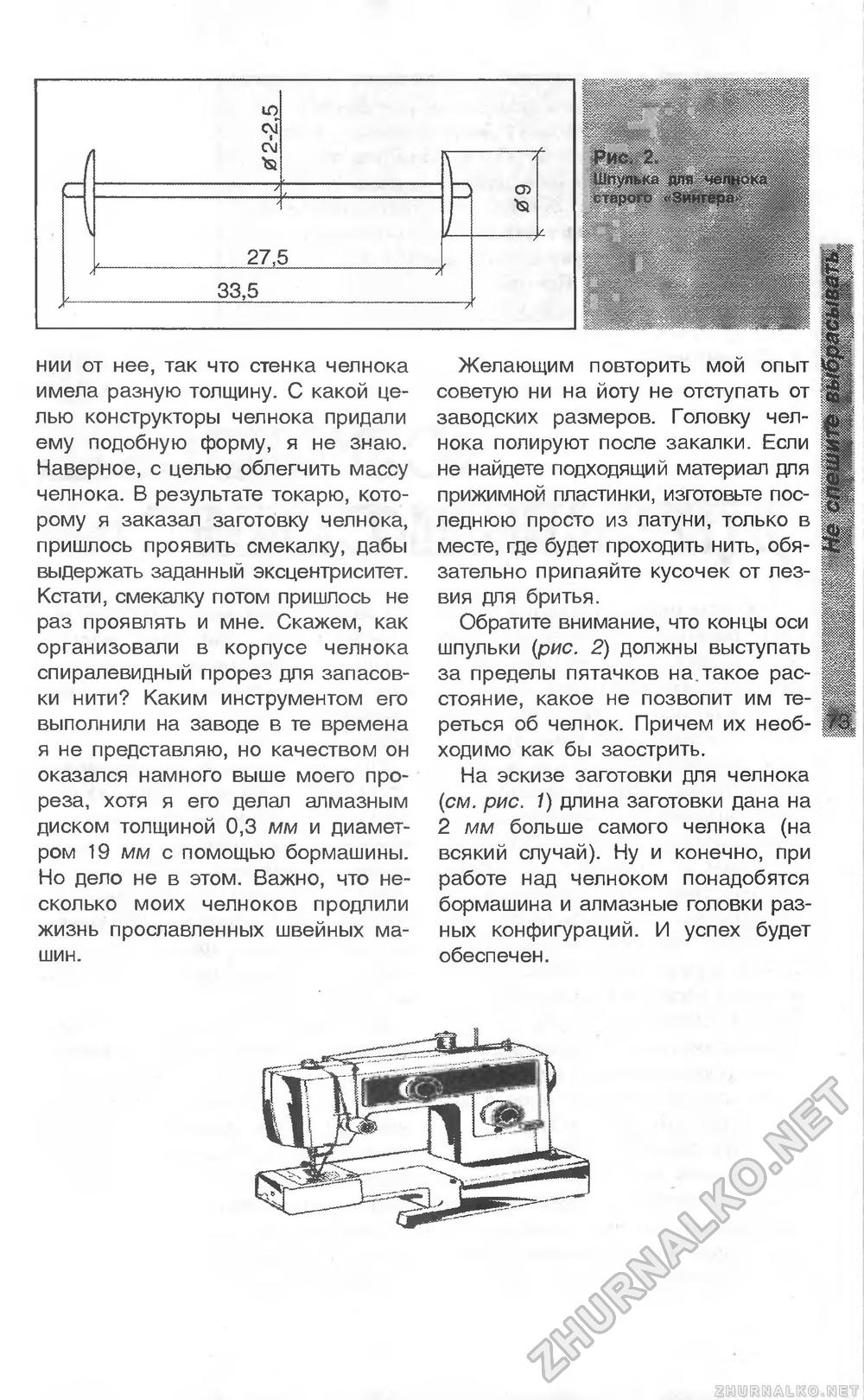
ю сС
Рис. 2. Шпулька для челнока с тс j >3ингерл- нии от нее, так что стенка челнока имела разную толщину. С какой целью конструкторы челнока придали ему подобную форму, я не знаю. Наверное, с целью облегчить массу челнока. В результате токарю, которому я заказал загстовку челнока, пришлось проявить смекалку, дабы выдержать заданный эксцентриситет. Кстати, смекалку потом пришлось не раз проявлять и мне. Скажем, как организовали в корпусе челнока спиралезидный прорез для запасов-ки нити? Каким инструментом его выполнили на заводе в те времена я не представляю, но качеством он оказался намного Быше моего прореза хотя я его делал алмазным диском толщиной 0,3 мм и диаметром 19 мм с помощью бормашины. Но дело не в этом. Важно, что несколько моих челноков продлили жизнь прославленных швейных машин. Желающим повторить мой опыт советую ни на йоту не отступать от заводских размеров. Голо зку челнока полируют после закалки. Если не найдете подходящий материал для прижимной пластинки, изготовьте последнюю просто из латуни, только в месте, где будет проходить нить, обязательно припаяйте кусочек от лезвия для бритья. Обратите внимание, что концы оси шпульки (рис. 2) должны выступать за пределы пятачков на такое расстояние, какое не позволит им те-регься об челнок. Причем их необходимо как бы заострить. На эскизе заготовки для челнока (см. рис 1) длина заготовки дана на 2 мм больше самого челнока (на всякии случай). Ну и конечно, при работе над челноком понадобятся бормашина и алмазные головки разных конфигураций. И успех будет обеспечен |
||||||||||||||||||||||||








