Woodworker's Journal 1994-18-3, страница 18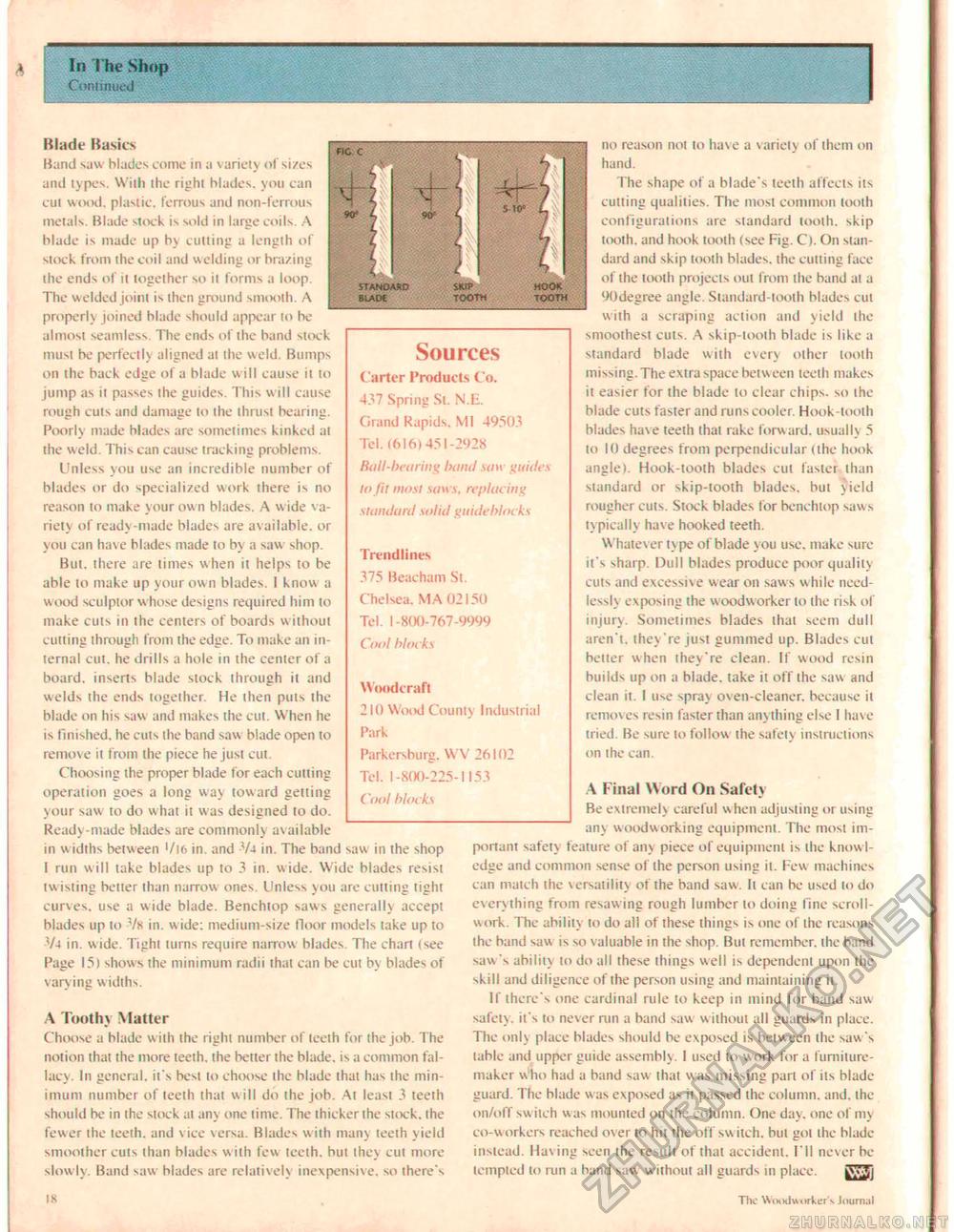
Blade Basics Band saw blades come in a variety of sizes and types. With the right blades, you ean cut wood, plastic, ferrous and non-ferrous metals. Blade stock is sold in large coils. A blade is made up by cutting a length of stock from the coil and welding or brazing the ends of it together so it forms a loop. The welded joint is then ground smooth. A properly joined blade should appear to be almost seamless. The ends of the band stock must be perfectly aligned at the weld. Bumps on the back ediie of a blade will cause it to jump as it passes the guides. This w ill cause rough cuts and damage to the thrust bearing. Poorly made blades are sometimes kinked at the weld. This can cause tracking problems. Unless you use an incredible number of blades or do specialized work there is no reason to make your own blades. A wide variety of ready-made blades are available, or you can have blades made to by a saw shop. But. there are times when it helps to be able to make up your own blades. I know a wood sculptor w hose designs required him to make cuts in the centers of boards w ithout cutting through from the edge. To make an internal cut. he drills a hole in the center of a board, inserts blade stock through it and welds the ends together. He then puts the blade on his saw and makes the cut. When he is finished, he cuts the band saw blade open to remove it from the piece he just cut- Choosing the proper blade for each cutting operation goes a long way toward getting your saw to do what it was designed to do. Ready-made blades are commonly available in w idths between '/i6 in. and -/a in. The band saw in the shop I run will take blades up to 3 in. wide. Wide blades resist tw isting better than narrow ones. Unless you are cutting tight curves, use a w ide blade. Benchtop saws generally accept blades up to Vr in. w ide: medium-size floor models take up to V-4 in. wide. Tight turns require narrow blades. The chart (see Page 15) shows the minimum radii that can be cut by blades of vary ing w idths. A Toothy Matter Choose a blade with the right number of teeth for the job. The notion that the more teeth, the better the blade, is a common fallacy. In general, it s best to choose the blade that has the minimum number of teeth that will do the job. At least 3 teeth should be in the stock at any one time. The thicker the stock, the fewer the teeth, and vice versa. Blades with many teeth yield smoother cuts than blades w ith few teeth, but they cut more slowly. Band saw blades are relatively inexpensive, so there's Sources Carter Products Co. 437 Spring St. N.E. Grand Rapids. Ml 49503 Tel. (616)451-2928 Hull-bearing bamI sa>\ guides lojit most saw s, replacing standard solid guideblocks Trendlines 375 Beacham St. Chelsea, MA 02150 Tel. I -800-767-9999 Cool blocks Woodcraft 210 Wood County Industrial Park Parkersburg. WV 26102 Tel. 1-800-225-1153 Cool blocks no reason not to have a variety of them on hand. The shape of a blade's teeth affects its cutting qualities. The most common tooth configurations are standard tooth, skip tooth, and hook tooth (see Fig. C). On standard and skip tooth blades, the cutting face of the tooth projects out from the band at a 90degree angle. Standard-tooth blades cut with a scraping action and yield the smoothest cuts. A skip-tooth blade is like a standard blade with every other tooth missing. The extra space between teeth makes it easier for the blade to clear chips, so the blade cuts faster and runs cooler. Hook-tooth blades ha\e teeth that rake forward, usually 5 to 10 degrees from perpendicular (the hook angle>. Hook-tooth blades cut faster than standard or skip-tooth blades, but yield rougher cuts. Stock blades for benchtop saw s typically have hooked teeth. Whatever ty pe of blade you use. make sure it's sharp. Dull blades produce poor quality cuts and excessive wear on saws while needlessly exposing the woodworker to the risk of injury. Sometimes blades that seem dull aren't, they're just gummed up. Blades cut belter when they're clean. If wood resin builds up on a blade, take it off the saw and clean it. I use spray oven-cleaner, because il removes resin faster than anything else I have tried. Be sure to follow the safety instructions on ihe can. A Final Word On Safety Be extremely careful when adjusting or using any woodworking equipment. The mosl important safety feature of any piece of equipment is the know ledge and common sense of the person using it. Few machines can match the versatility of the band saw. It can be used lo do every thing from resawing rough lumber to doing line scrollwork. The ability to do all of these things is one of the reasons the band saw is so valuable in the shop. But remember, the band saw's ability to do all these things well is dependent upon the skill and diligence of the person using and maintaining it. If there's one cardinal rule to keep in mind for band saw safety, it's to never run a band saw without all guards in place. The only place blades should be exposed is between the saw's table and upper guide assembly . I used to work for a lumiture-maker who had a band saw that was missing part of its blade guard. The blade w as exposed as it passed the column, and, the on/off sw itch w as mounted on the column. One day. one of my co-workers reached over to hit the off switch, but goi ihe hlade instead. Having seen the result of that accident. I'll never be tempted to run a band saw without all guards in place. IK The WtnxJworker's Journal |








