Woodworker's Journal 2009-33-1, страница 32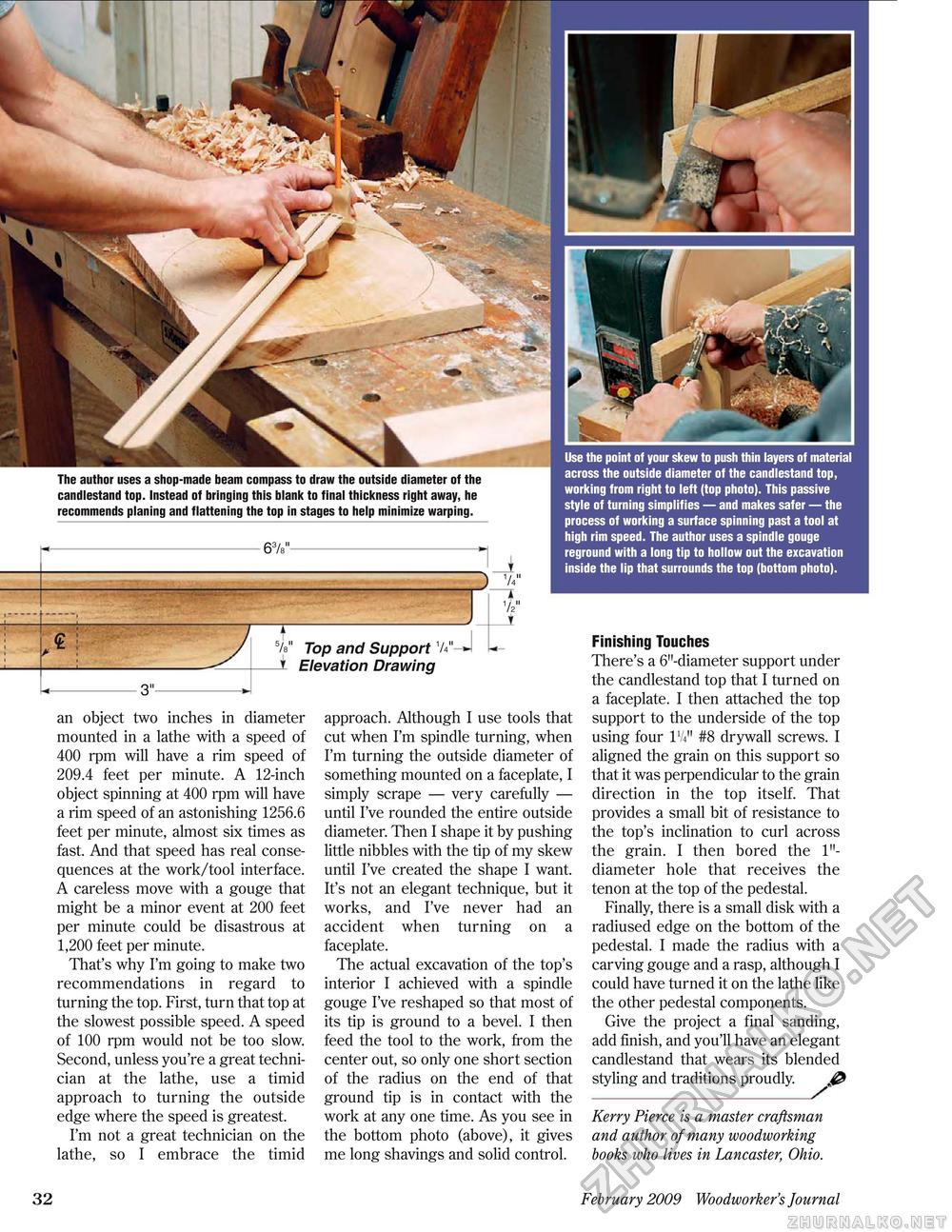
The author uses a shop-made beam compass to draw the outside diameter of the candlestand top. Instead of bringing this blank to final thickness right away, he recommends planing and flattening the top in stages to help minimize warping. 3" V Top and Support V- -i Elevation Drawing an object two inches in diameter mounted in a lathe with a speed of 400 rpm will have a rim speed of 209.4 feet per minute. A 12-inch object spinning at 400 rpm will have a rim speed of an astonishing 1256.6 feet per minute, almost six times as fast. And that speed has real consequences at the work/tool interface. A careless move with a gouge that might be a minor event at 200 feet per minute could be disastrous at 1,200 feet per minute. That's why I'm going to make two recommendations in regard to turning the top. First, turn that top at the slowest possible speed. A speed of 100 rpm would not be too slow. Second, unless you're a great technician at the lathe, use a timid approach to turning the outside edge where the speed is greatest. I'm not a great technician on the lathe, so I embrace the timid approach. Although I use tools that cut when I'm spindle turning, when I'm turning the outside diameter of something mounted on a faceplate, I simply scrape — very carefully — until I've rounded the entire outside diameter. Then I shape it by pushing little nibbles with the tip of my skew until I've created the shape I want. It's not an elegant technique, but it works, and I've never had an accident when turning on a faceplate. The actual excavation of the top's interior I achieved with a spindle gouge I've reshaped so that most of its tip is ground to a bevel. I then feed the tool to the work, from the center out, so only one short section of the radius on the end of that ground tip is in contact with the work at any one time. As you see in the bottom photo (above), it gives me long shavings and solid control. Use the point of your skew to push thin layers of material across the outside diameter of the candlestand top, working from right to left (top photo). This passive style of turning simplifies — and makes safer — the process of working a surface spinning past a tool at high rim speed. The author uses a spindle gouge reground with a long tip to hollow out the excavation inside the lip that surrounds the top (bottom photo). Finishing Touches There's a 6"-diameter support under the candlestand top that I turned on a faceplate. I then attached the top support to the underside of the top using four VU" #8 drywall screws. I aligned the grain on this support so that it was perpendicular to the grain direction in the top itself. That provides a small bit of resistance to the top's inclination to curl across the grain. I then bored the 1"-diameter hole that receives the tenon at the top of the pedestal. Finally, there is a small disk with a radiused edge on the bottom of the pedestal. I made the radius with a carving gouge and a rasp, although I could have turned it on the lathe like the other pedestal components. Give the project a final sanding, add finish, and you'll have an elegant candlestand that wears its blended styling and traditions proudly. & Kerry Pierce is a master craftsman and author of many woodworking books who lives in Lancaster, Ohio. 32 February 2009 Woodworker's Journal |








