Техника - молодёжи 1936-01, страница 40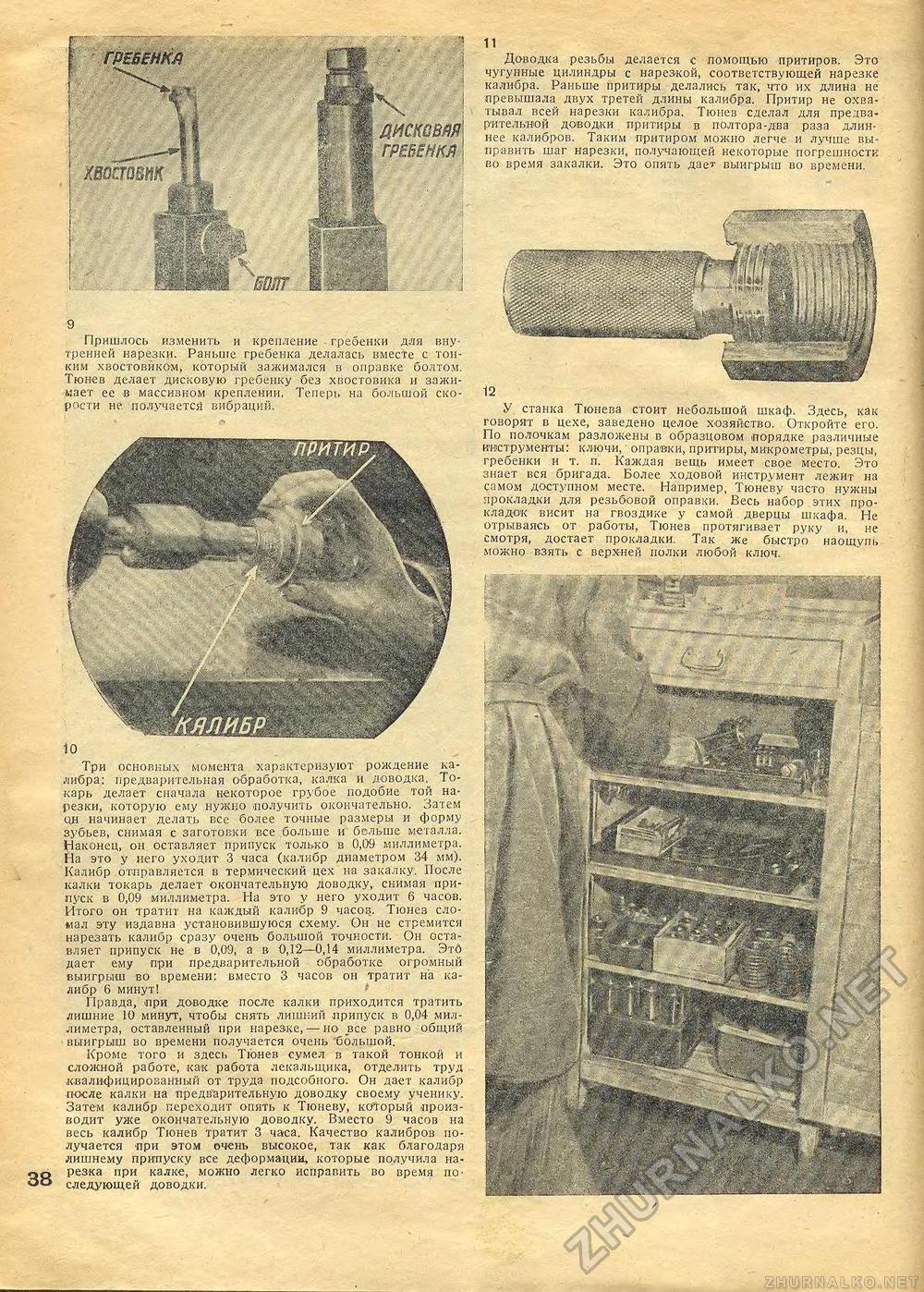
Доводка резьбы делается с помощью притиров. Это чугунные цилиндры с нарезкой, соответствующей нарезке калибра. Раньше притиры делались так, что их длина не превышала двух третей длины калибра. Притир не охватывал всей нарезки калибра. Тюнев сделал для предварительной доводки притиры в полтора-два раза длиннее калибров. Таким притиром можно легче и лучше выправить шаг нарезки, получающей некоторые погрешности во время закалки. Это опять дает выигрыш во времени. 1 9 Пришлось изменить и крепление - гребенки для внутренней нарезки- Раньше гребенка делалась вместе с тонким хвостовиком, который зажимался в оправке болтом. Тюнев делает дисковую гребенку без хвостовика и зажимает ее в массивном креплении. Теперь на большой скорости не получается вибраций. 10 Три основных момента характеризуют рождение калибра: предварительная обработка, каяка и доводка. Токарь делает сначала некоторое грубое подобие той нарезки, которую ему нужно получить окончательно. Затем он начинает делать все более точные размеры и форму зубьев, снимая с заготовки все больше и больше металла. Наконец, он оставляет припуск только в 0,09 миллиметра. На это у него уходит 3 часа (калибр диаметром 34 мм). Калибр отправляется в термический цех на закалку. После калки токарь делает окончательную доводку, снимая припуск в 0,(й миллиметра. На это у него уходит 6 часов. Итого он тратит на каждый калибр 9 часов. Тюнез сломал эту издавна установившуюся схему. Он не стремится нарезать калибр сразу очень большой точности. Он оставляет припуск не в 0,09, а в 0,12—0,14 миллиметра. Этб дает ему при предварительной обработке огромный выигрыш во времени: вместо 3 часов он тратит на калибр 6 минут! Правда, при доводке после калки приходится тратить лишние 10 минут, чтобы снять лишний припуск в 0,04 миллиметра, оставленный при нарезке, — но _все равно общий выигрыш во времени получается очень 'большой. Кроме того и здесь Тюнев сумел в такой тонкой и сложной работе, как работа лекальщика, отделить труд квалифицированный от труда подсобного. Он дает калибр после калки на предварительную доводку своему ученику. Затем калибр переходит опять к Тюневу, который производит уже окончательную доводку. Вместо 9 часов на весь калибр Тюнев тратит 3 часа. Качество калибров получается при этом очень высокое, так как благодаря лишнему припуску все деформации, которые получила на-оо Резка при калке, можно легко исправить во время по-оо следующей доводки. 12 У станка Тюнева стоит небольшой шкаф. Здесь, как говорят в цехе, заведено целое хозяйство. Откройте его. По полочкам разложены в образцовом порядке различные инструменты: ключи,' оправки, притиры, микрометры, резцы, гребенки и т. п. Каждая вещь имеет свое место. Это знает вся бригада. Более ходовой инструмент лежит на самом доступном месте. Например, Тюневу часто нужны прокладки для резьбовой оправки. Весь набор этих прокладок висит на гвоздике у самой дверцы шкафа. Не отрываясь от работы, Тюнев протягивает руку и, не смотря, достает прокладки. Так же быстро наощуш» можно взять с верхней полки любой ключ. |








