Техника - молодёжи 1962-05, страница 20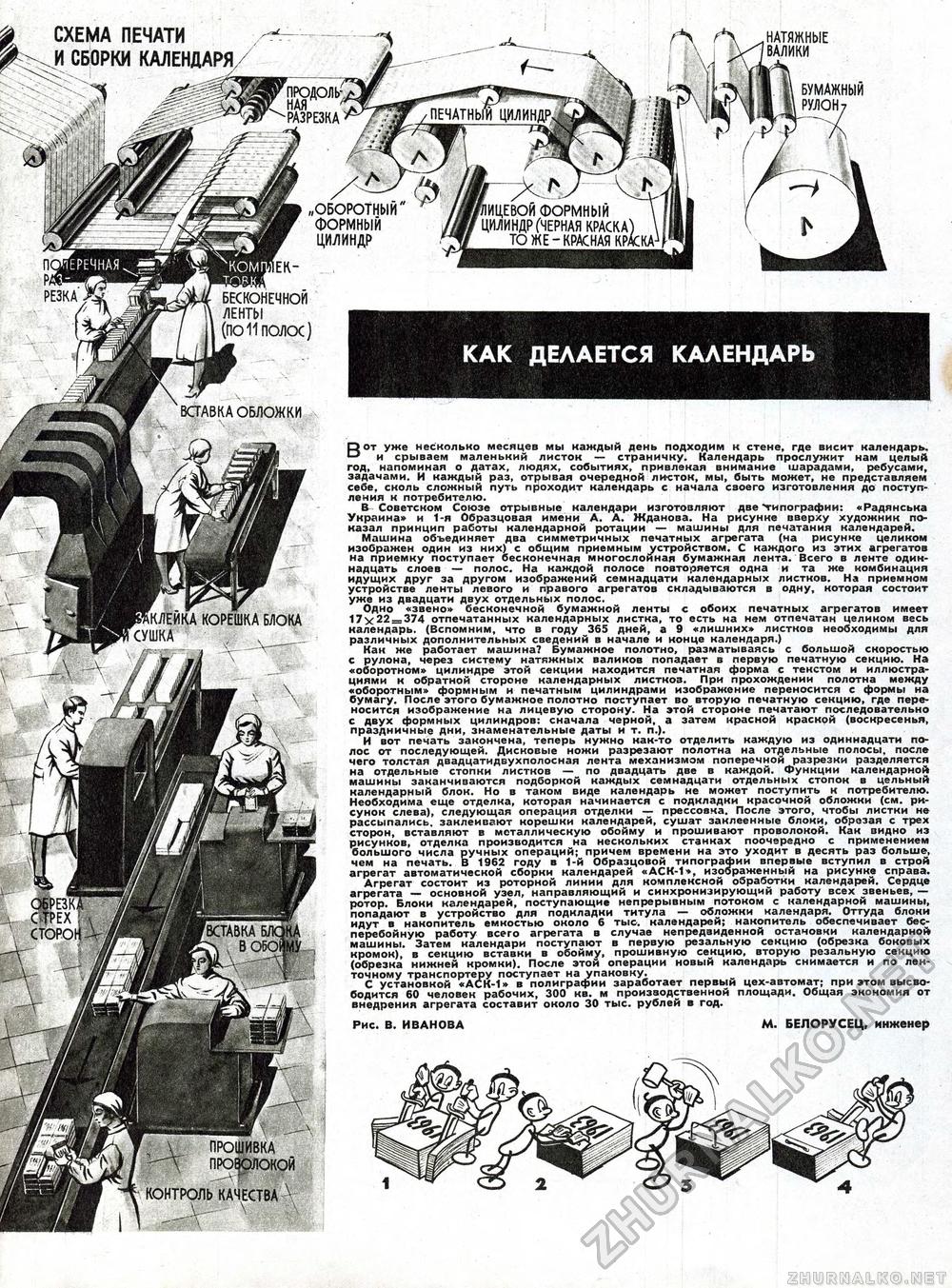
f СХЕМА ПЕЧАТИ НАТЯЖНЫЕ ВАЛИКИ КАК ДЕЛАЕТСЯ КАЛЕНДАРЬ ШЛЕЙКА КОРЕШКА БЛОКА (СУШКА Вот уже несколько месяцев мы каждый день подходим к стене, где висит календарь, и срываем маленький листок — страничку. Календарь прослужит нам целый год, напоминая о датах, людях, событиях, привлекая внимание шарадами, ребусами, задачами. И каждый раз, отрывая очередной листок, мы, быть может, не представляем себе, сколь сложный путь проходит календарь с начала своего изготовления до поступления к потребителю. В Советском Союзе отрывные календари изготовляют две Типографии: «Радянська Украина» и 1-я Образцовая имени А. А. Жданова. На рисунке вверху художник показал принцип работы календарной ротации — машины для печатания календарей. Машина объединяет два симметричных печатных агрегата (на рисунке целиком изображен один из них) с общим приемным устройством. С каждого из этих агрегатов на приемку поступает бесконечная многослойная бумажная лента. Всего в ленте одиннадцать слоев — полос. На каждой полосе повторяется одна и та же комбинация идущих друг за другом изображений семнадцати календарных листков. На приемном устройстве ленты левого и правого агрегатов складываются в одну, которая состоит уже из двадцати двух отдельных полос. Одно «звено» бесконечной бумажной ленты с обоих печатных агрегатов имеет 17у22г=374 отпечатанных календарных листка, то есть на нем отпечатан целиком весь календарь. (Вспомним, что в году 365 дней, а 9 «лишних» листков необходимы для различных дополнительных сведений в начале и конце календаря.) Как же работает машина? Бумажное полотно, разматываясь с большой скоростью с рулона, через систему натяжных валиков попадает в первую печатную секцию. На «оборотном» цилиндре этой секции находится печатная форма с текстом и иллюстрациями к обратной стороне календарных листноз. При прохождении полотна между «оборотным» формным и печатным цилиндрами изображение переносится с формы на бумагу. После этого бумажное полотно поступает во вторую печатную секцию, где переносится изображение на лицевую сторону. На этой стороне печатают последовательно с двух формных цилиндров: сначала черной, а затем красной краской (воскресенья, праздничные дни, знаменательные даты и т. п.). И вот печать закончена, теперь нужно как-то отделить каждую из одиннадцати полос от последующей. Дисковые ножи разрезают полотна на отдельные полосы, после чего толстая двадцатидвухполосная лента механизмом поперечной разрезки разделяется на отдельные стопки листков — по двадцать две в каждой. Фуннции календарной машины заканчиваются подборкой каждых семнадцати отдельных стопок в цельный календарный блок. Но в таном виде календарь не может поступить к потребителю. Необходима еще отделка, которая начинается с подкладки красочной обложки (см. рисунок слева), следующая операция отделки — прессовка. После этого, чтобы листки не рассыпались, заклеивают корешки календарей, сушат заклеенные блоки, обрезая с трех сторон, вставляют в металлическую обойму и прошивают проволокой. Как видно из рисунков, отделка производится на нескольких станках поочередно с применением Агрегат состоит из роторной линии для комплексной обработки календарей. Сердце агрегата — основной узел, направляющий и синхронизирующий работу всех звеньев, — ротор. Блоки календарей, поступающие непрерывным потоком с календарной машины, попадают в устройство для подкладни титула — обложки календаря. Оттуда блоки идут в накопитель емкостью около б тыс. календарей; накопитель обеспечивает бесперебойную работу всего агрегата в случае непредвиденной остановки календарной машины. Затем календари поступают в первую резальную секцию (обрезка боковых кромок), в секцию вставки в обойму, прошивную секцию, вторую резальную секцию (обрезка нижней кромки). После этой операции новый календарь снимается и по ленточному транспортеру поступает на упаковку. С установкой «АСК-1» в полиграфии заработает первый цех-автомат; при этом высвободится 60 человек рабочих, 300 кв. м произаодственной площади. Общая экономия от внедрения агрегата составит около 30 тыс. рублей в год. Рис. В. ИВАНОВА М. БЕЛОРУСЕЦ, инженер (КА ПРОВОЛОКОЙ КОНТРОЛЬ КАЧЕСТВА V |








