Техника - молодёжи 1962-12, страница 9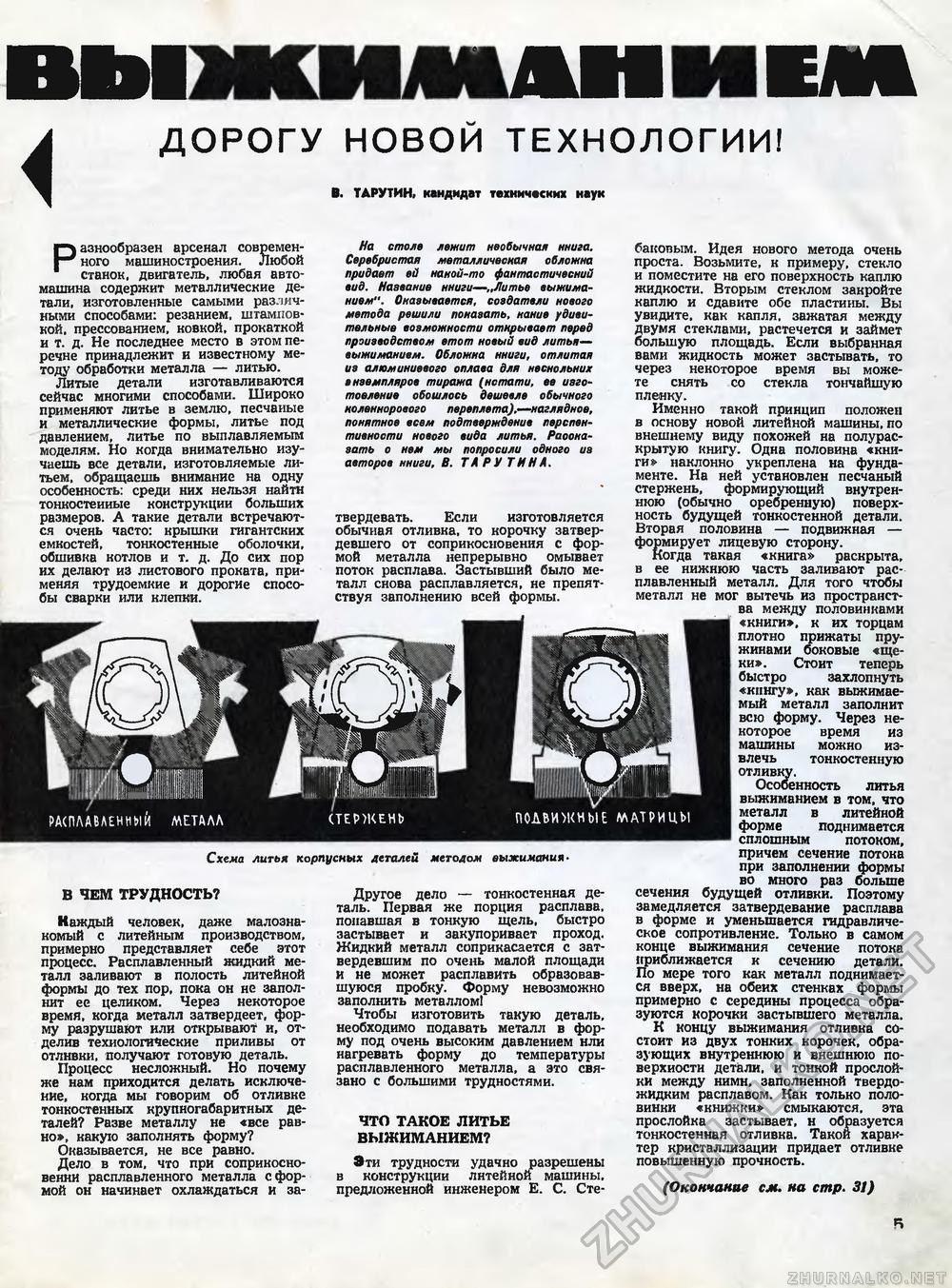
< ДОРОГУ НОВОЙ ТЕХНОЛОГИИ! В. ТАРУТИН, кандидат технических наук баковым. Идея нового метода очень проста. Возьмите, к примеру, стекло и поместите на его поверхность каплю жидкости. Вторым стеклом закройте каплю и сдавите обе пластины. Вы увидите, как капля, зажатая между двумя стеклами, растечется и займет большую площадь. Если выбранная вами жидкость может застывать, то через некоторое время вы можете снять со стекла тончайшую пленку. Именно такой принцип положен в основу новой литейной машины, по внешнему виду похожей на полураскрытую книгу. Одна половина «книги» наклонно укреплена на фундаменте. На ней установлен песчаный стержень, формирующий внутреннюю (обычно оребренную) поверхность будущей тонкостенной детали. Вторая половина — подвижная — формирует лицевую сторону. Когда такая «книга» раскрыта, в ее нижнюю часть заливают расплавленный металл. Для того чтобы металл не мог вытечь из пространства между половинками «книги», к их торцам плотно прижаты пружинами боковые «щеки». Стоит теперь быстро захлопнуть «книгу», как выжимаемый металл заполнит всю форму. Через некоторое время из машины можно извлечь тонкостенную отливку. Особенность литья выжиманием в том, что металл в литейной форме поднимается сплошным потоком, причем сечение потока при заполнении формы во много раз больше сечения будущей отливки. Поэтому замедляется затвердевание расплава в форме и уменьшается гидравлическое сопротивление. Только в самом конце выжимания сечение потока приближается к сечению детали. По мере того как металл поднимается вверх, на обеих стенках формы примерно с середины процесса образуются корочки застывшего металла. К концу выжимания отливка состоит из двух тонких корочек, образующих внутреннюю и внешнюю поверхности детали, и тонкой прослойки между ними, заполненной твердо-жидким расплавом. Как только половинки «книжки» смыкаются, эта прослойка застывает, н образуется тонкостенная отливка. Такой характер кристаллизации придает отливке повышенную прочность. (Окончание см. на стр. 31) Разнообразен арсенал современного машиностроения. Любой станок, двигатель, любая автомашина содержит металлические детали, изготовленные самыми раз чинными способами: резанием, штамповкой, прессованием, ковкой, прокаткой и т. д. Не последнее место в этом перечне принадлежит и известному методу обработки металла — литью. Литые детали изготавливаются сейчас многими способами. Широко применяют литье в землю, песчаные и металлические формы, литье под давлением, литье по выплавляемым моделям. Но когда внимательно изучаешь все детали, изготовляемые литьем. обращаешь внимание на одну особенность: среди них нельзя найтн тонкостенные конструкции больших размеров. А такие детали встречаются очень часто: крышки гигантских емкостей, тонкостенные оболочки, обшивка котлов и т. д. До сих пор их делают из листового проката, применяя трудоемкие и дорогие способы сварки или клепки. На столе летит необычная книга. Серебристая металлическая облотна придает ей наиой-то фантастический вид. Название нниги—„Литье выжиманием". Оказывается, создатели нового метода решили показать, кание удивительные возможности открывает перед производством етот новый вид литья— выжиманием. Обложка нниги, отлитая из алюминиевого оплава для неснольниж енземпляров тиража (кстати, ее изготовление обошлось дешевле обычного коленкорового переплета),-—наглядное, понятное всем подтверждение перспективности нового вида литья. Раоона-зать о нем мы попросили одного ив авторов книги, В. ТАРУТИНА. твердевать. Если изготовляется обычная отливка, то корочку затвердевшего от соприкосновения с формой металла непрерывно омывает поток расплава. Застывший было металл снова расплавляется, не препятствуя заполнению всей формы. Схема литья корпусных деталей методом выжимания• В ЧЕМ ТРУДНОСТЬ? Каждый человек, даже малознакомый с литейным производством, примерно представляет себе этот процесс. Расплавленный жидкий металл заливают в полость литейной формы до тех пор, пока он не заполнит ее целиком. Через некоторое время, когда металл затвердеет, форму разрушают или открывают и, отделив технологические приливы от отливки, получают готовую деталь. Процесс несложный. Но почему же нам приходится делать исключение, когда мы говорим об отливке тонкостенных крупногабаритных деталей? Разве металлу не «все равно», какую заполнять форму? Оказывается, не все равно. Дело в том, что при соприкосновении расплавленного металла с формой он начинает охлаждаться и за- Другое дело — тонкостенная деталь. Первая же порция расплава, попавшая в тонкую щель, быстро застывает и закупоривает проход. Жидкий металл соприкасается с затвердевшим по очень малой площади и не может расплавить образовавшуюся пробку. Форму невозможно заполнить металлом! Чтобы изготовить такую деталь, необходимо подавать металл в форму под очень высоким давлением или нагревать форму до температуры расплавленного металла, а это связано с большими трудностями. ЧТО ТАКОЕ ЛИТЬЕ ВЫЖИМАНИЕМ? Эти трудности удачно разрешены в конструкции литейной машины, предложенной инженером Е. С. Сте- 5 |








