Техника - молодёжи 2010-02, страница 22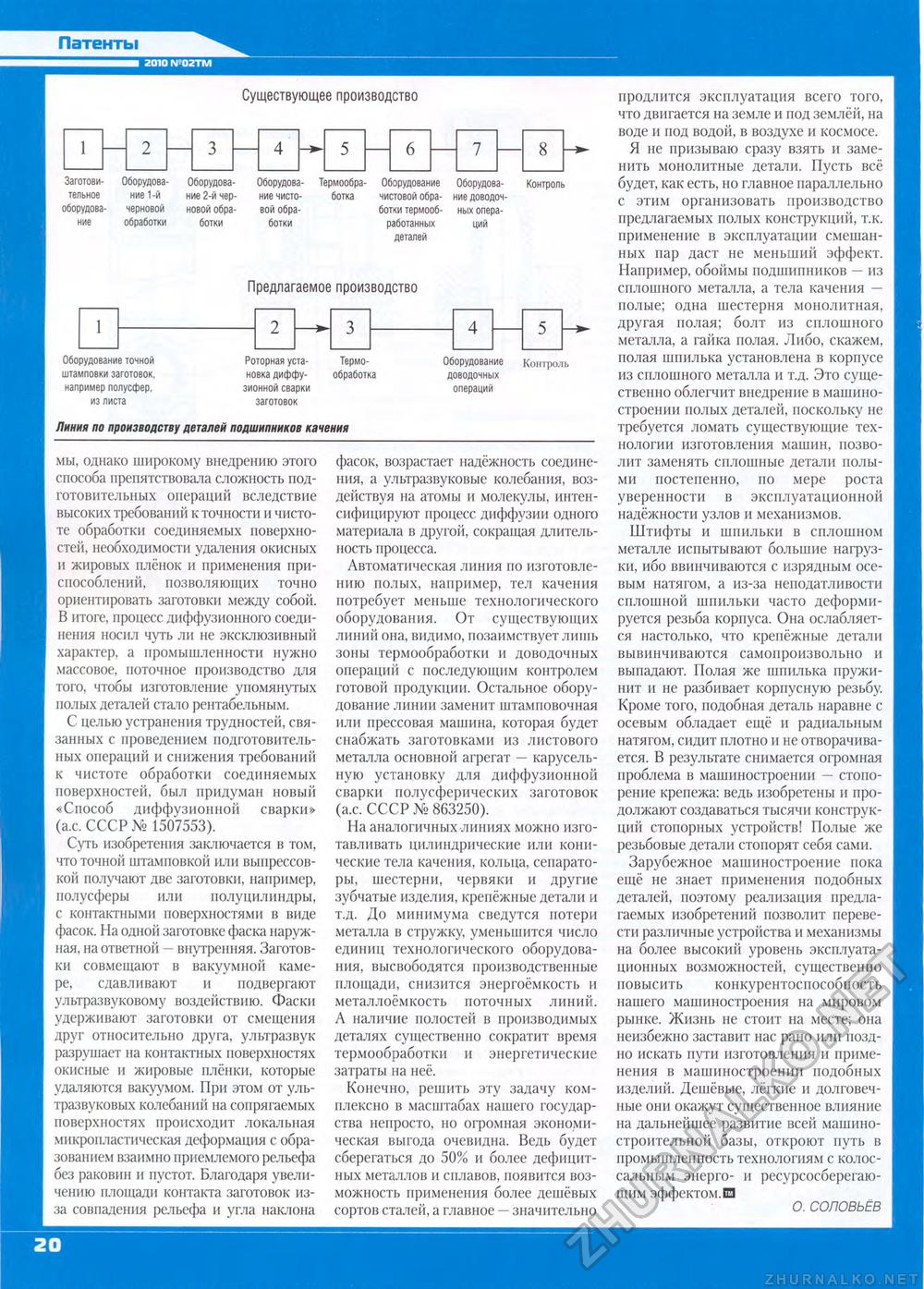
2010 №02TM Загатови- Оборудова-гепьное ние 1-й оборудова- черновой ние обработки мы, однако широкому внедрению этого способа препятствовала сложность подготовительных операций вследствие высоких требований к точности и чистоте обработки соединяемых поверхностей, необходимости удаления окнсных и жировых пленок и применения приспособлений, позволяющих точно ориентировать заготовки между собой. В итоге, процесс диффузионного соединения носил чуть ли не эксклюзивный характер, а промышленности нужно массовое, поточное производство для того, чтобы изготовление упомянутых полых деталей стало рентабельным. С целью устранения трудностей, связанных с проведением подготовительных операций и снижения требований к чистоте обработки соединяемых поверхностей, был придуман новый «Способ диффузионной сварки» (а.с. СССР № 1507553). Суть изобретения заключается в том, что точной штамповкой или выирессов-кой получают две заготовки, например, полусферы или полуцилиндры, с контактными поверхностями в виде фасок. На одной заготовке фаска наружная, на ответной — внутренняя. Заготовки совмещают в вакуумной камере, сдавливают и подвергают ультразвуковому воздействию. Фаски удерживают заготовки от смещения друг относительно друга, ультразвук разрушает па контактных поверхностях окисные и жировые плёнки, которые удаляются вакуумом. При этом от ультразвуковых колебаний на сопрягаемых поверхностях происходит локальная микропластическая деформация с образованием взаимно приемлемого рельефа без раковин и пустот. Благодаря увеличению площади контакта заготовок из-за совпадения рельефа и угла наклона фасок, возрастает надёжность соединения, а ультразвуковые колебания, воздействуя на атомы и молекулы, интенсифицируют процесс диффузии одного материала в другой, сокращая длительность процесса. Автоматическая линия по изготовлению полых, например, тел качения потребует меньше технологического оборудования. От существующих линий она, видимо, позаимствует лишь зоны термообработки и доводочных операций с последующим контролем готовой продукции. Остальное оборудование линии заменит штамповочная или прессовая машина, которая будет снабжать заготовками из листового металла основной агрегат — карусельную установку для диффузионной сварки полусферических заготовок (а.с. СССР № 863250). 1 [а аналогичных-линиях можно изготавливать цилиндрические или конические тела качения, кольца, сепараторы, шестерни, червяки и другие зубчатые изделия, крепёжные детали и т.д. До минимума сведутся потери металла в стружку, уменьшится число единиц технологического оборудования, высвободятся производственные площади, снизится энергоемкость и металлоёмкость поточных линий. А наличие полостей в производимых деталях существенно сократит время термообработки и энергетические затраты на неё. Конечно, решить эту задачу комплексно в масштабах нашего государства непросто, но огромная экономическая выгода очевидна. Ведь будет сберегаться до 50% и более дефицитных металлов и сплавов, появится возможность применения более дешёвых сортов сталей, а главное — значительно продлится эксплуатация всего того, что двигается на земле и под землёй, на воде и под водой, в воздухе и космосе. Я не призываю сразу взять и заменить монолитные детали. Пусть всё будет, как есть, но главное параллельно с этим организовать производство предлагаемых полых конструкций, т.к. применение в эксплуатации смешанных пар даст не меньший эффект. Например, обоймы подшипников — из сплошного металла, а тела качения — полые; одна шестерня монолитная, другая полая; болт из сплошного металла, а гайка полая. Либо, скажем, полая шпилька установлена в корпусе из сплошного металла и т.д. Это существенно облегчит внедрение в машиностроении полых деталей, поскольку не требуется ломать существующие технологии изготовления машин, позволит заменять сплошные детали полыми постепенно, но мере роста уверенности в эксплуатационной надёжности узлов и механизмов. Штифты и шпильки в сплошном металле испытывают большие нагрузки, ибо ввинчиваются с изрядным осевым натягом, а из-за неподатливости сплошной шпильки часто деформируется резьба корпуса. Она ослабляется настолько, что крепёжные детали вывинчиваются самопроизвольно и выпадают. Полая же шпилька пружинит и не разбивает корпусную резьбу. Кроме того, подобная деталь наравне с осевым обладает ещё и радиальным натягом, сидит плотно и не отворачивается. В результате снимается огромная проблема в машиностроении — стопо-рение крепежа; ведь изобретены и продолжают создаваться тысячи конструкций стопорных устройств! Полые же резьбовые дстати стопорят себя сами. Зарубежное машиностроение пока еще не знает применения подобных деталей, поэтому реализация предлагаемых изобретений позволит перевести различные устройства и механизмы на более высокий уровень эксплуатационных возможностей, существенно повысить конкурентоспособность нашего машиностроения на мировом рынке. Жизнь не стоит на месте; она неизбежно заставит нас рано или поздно искать пути изготовления и применения в машиностроении подобных изделий. Дешёвые, лёгкие и долговечные они окажут существенное влияние на дальнейшее развитие всей машиностроительной базы, откроют путь в промышленность технологиям с колоссальным энерго- и ресурсосберегающим эффектом.И О. СОЛОВЬЁВ Существующее производство Оборудова- Оборудова- Термообра- Оборудование Оборудование 2-й чер- ние чисто- ботка чистовой обра- ние доводоч-нрвой обра- вой обра- ботки термооб- ных отработки ботки работанных ций деталей Контроль Предлагаемое производство Оборудование точной штамповки заготовок, например полусфер, из листа Роторная установка диффузионной сварки заготовок Термообработка Оборудование доводочных операций Контроль Линия по производству деталей подшипников качения 20 |








