Дом 1995-01, страница 16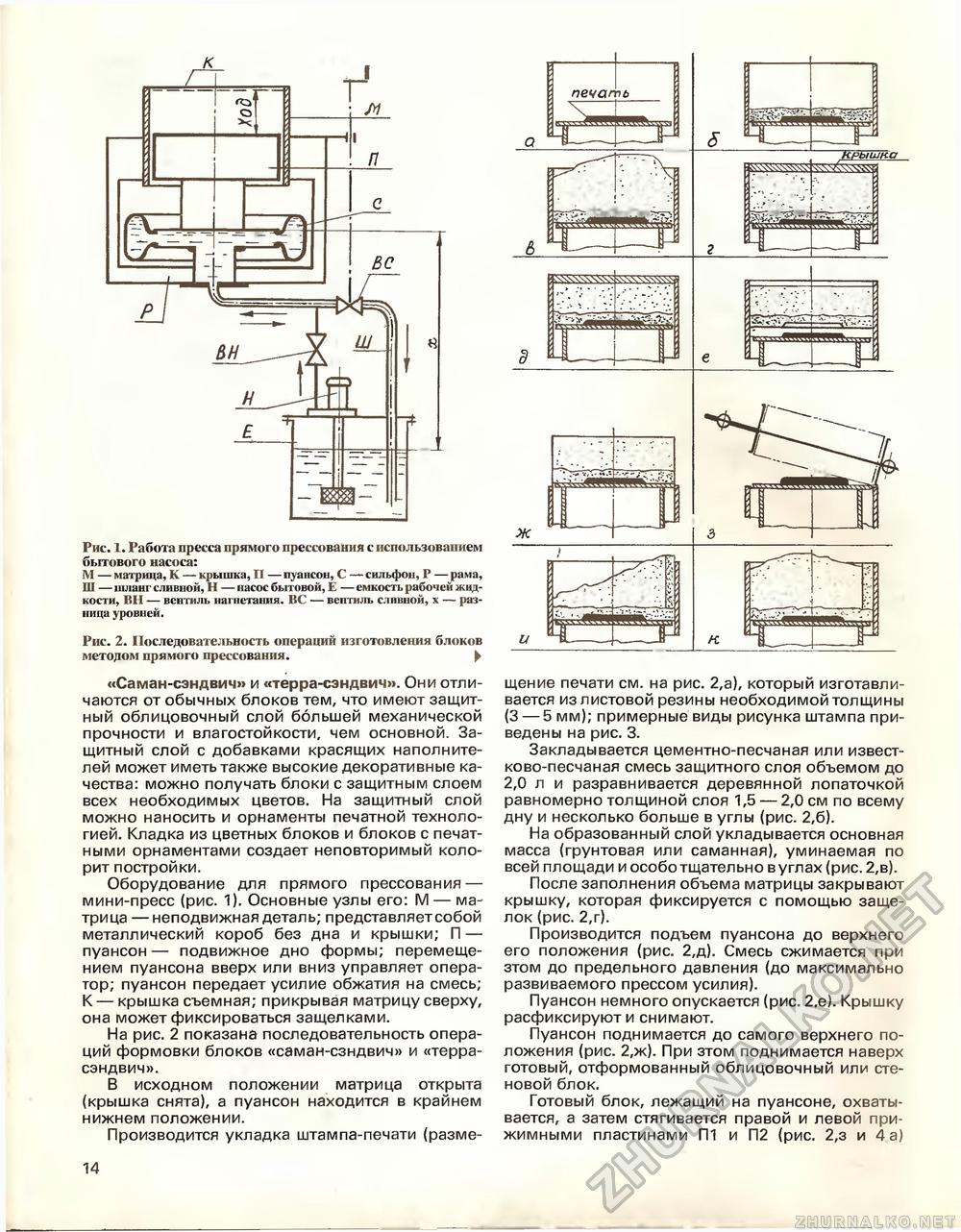
М — матрица, К — крышка, П —пуансон, С —сильфон, Р —рама, Ш — шланг сливной, Н — насос бытовой, Е — емкость рабочей жидкости, ВН — вентиль нагнетания. ВС — вентиль сливной, х — разница уровней. Рис. 2. Последовательность операций изготовления блоков методом прямого прессования. ^ «Саман-сэндвич» и «терра-сэндвич». Они отличаются от обычных блоков тем, что имеют защитный облицовочный слой большей механической прочности и влагостойкости, чем основной. Защитный слой с добавками красящих наполнителей может иметь также высокие декоративные качества: можно получать блоки с защитным слоем всех необходимых цветов. На защитный слой можно наносить и орнаменты печатной технологией. Кладка из цветных блоков и блоков с печатными орнаментами создает неповторимый колорит постройки. Оборудование для прямого прессования — мини-пресс (рис. 1). Основные узлы его: М — матрица — неподвижная деталь; представляет собой металлический короб без дна и крышки; П — пуансон— подвижное дно формы; перемещением пуансона вверх или вниз управляет оператор; пуансон передает усилие обжатия на смесь; К — крышка съемная; прикрывая матрицу сверху, она может фиксироваться защелками. На рис. 2 показана последовательность операций формовки блоков «саман-сзндвич» и «терра-сэндвич». В исходном положении матрица открыта (крышка снята), а пуансон находится в крайнем нижнем положении. Производится укладка штампа-печати (разме щение печати см. на рис. 2,а), который изготавливается из листовой резины необходимой толщины (3 — 5 мм); примерные виды рисунка штампа приведены на рис. 3. Закладывается цементно-песчаная или извест-ково-песчаная смесь защитного слоя объемом до 2,0 л и разравнивается деревянной лопаточкой равномерно толщиной слоя 1,5 — 2,0 см по всему дну и несколько больше в углы (рис. 2,6). На образованный слой укладывается основная масса (грунтовая или саманная), уминаемая по всей площади и особо тщательно вуглах (рис. 2,в). После заполнения объема матрицы закрывают крышку, которая фиксируется с помощью защелок (рис. 2,г). Производится подъем пуансона до верхнего его положения (рис. 2,д). Смесь сжимается при этом до предельного давления (до максимально развиваемого прессом усилия). Пуансон немного опускается (рис. 2,е). Крышку расфиксируют и снимают. Пуансон поднимается до самого верхнего положения (рис. 2,ж). При этом поднимается наверх готовый, отформованный облицовочный или стеновой блок. Готовый блок, лежащий на пуансоне, охватывается, а затем стягивается правой и левой прижимными пластинами П1 и П2 (рис. 2,з и 4 а) 14 |








