Сам себе мастер 2004-05, страница 30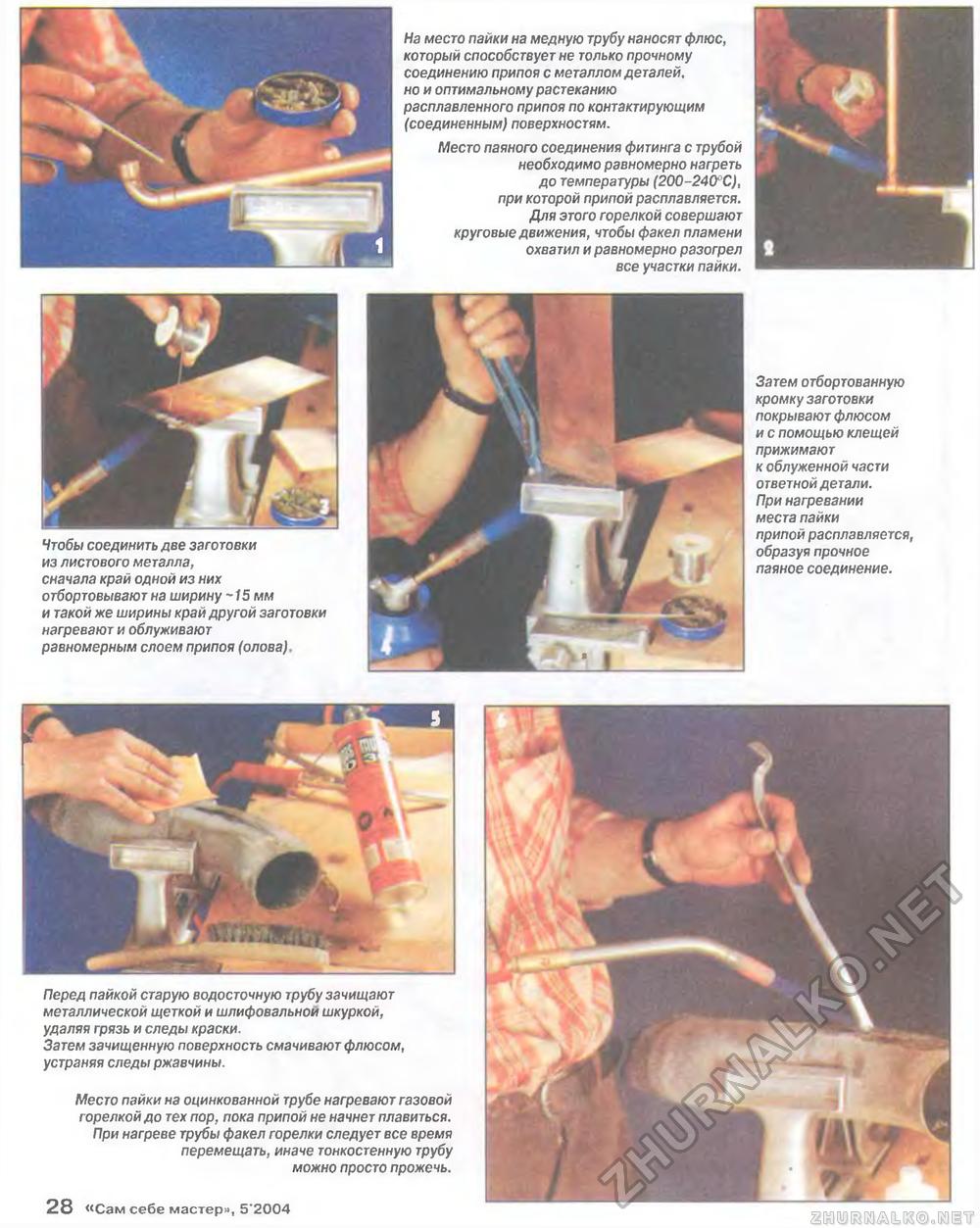
ЗДМ1 На место пайки на медную трубу наносят флюс, который способствует не только прочному соединению припоя с металлом деталей, но и оптимальному растеканию расплавленного припоя по контактирующим (соединенным) поверхностям. Место паяного соединения фитинга с трубой необходимо равномерно нагреть до температуры (200-240°С), при которой припой расплавляется. Для этого горелкой совершают круговые движения, чтобы факел пламени охватил и равномерно разогрел все участки пайки. * Чтобы соединить две заготовки из листового металла, сначала край одной из них отбортовывают на ширину -15 мм и такой же ширины край другой заготовки нагревают и облуживают равномерным слоем припоя (олова) Затем отбортованную кромку заготовки покрывают флюсом и с помощью клещей прижимают к облуженной части ответной детали. При нагревании места пайки припой расплавляется, образуя прочное паяное соединение. Перед пайкой старую водосточную трубу зачищают металлической щеткой и шлифовальной шкуркой, удаляя грязь и следы краски. Затем зачищенную поверхность смачивают флюсом, устраняя следы ржавчины. Место пайки на оцинкованной трубе нагревают газовой горелкой до тех пор, пока припой не начнет плавиться. При нагреве трубы факел горелки следует все время перемещать, иначе тонкостенную трубу можно просто прожечь. 1 4 «Сам себе мастер», & 2004 |








