Сделай Сам (Знание) 1990-02, страница 48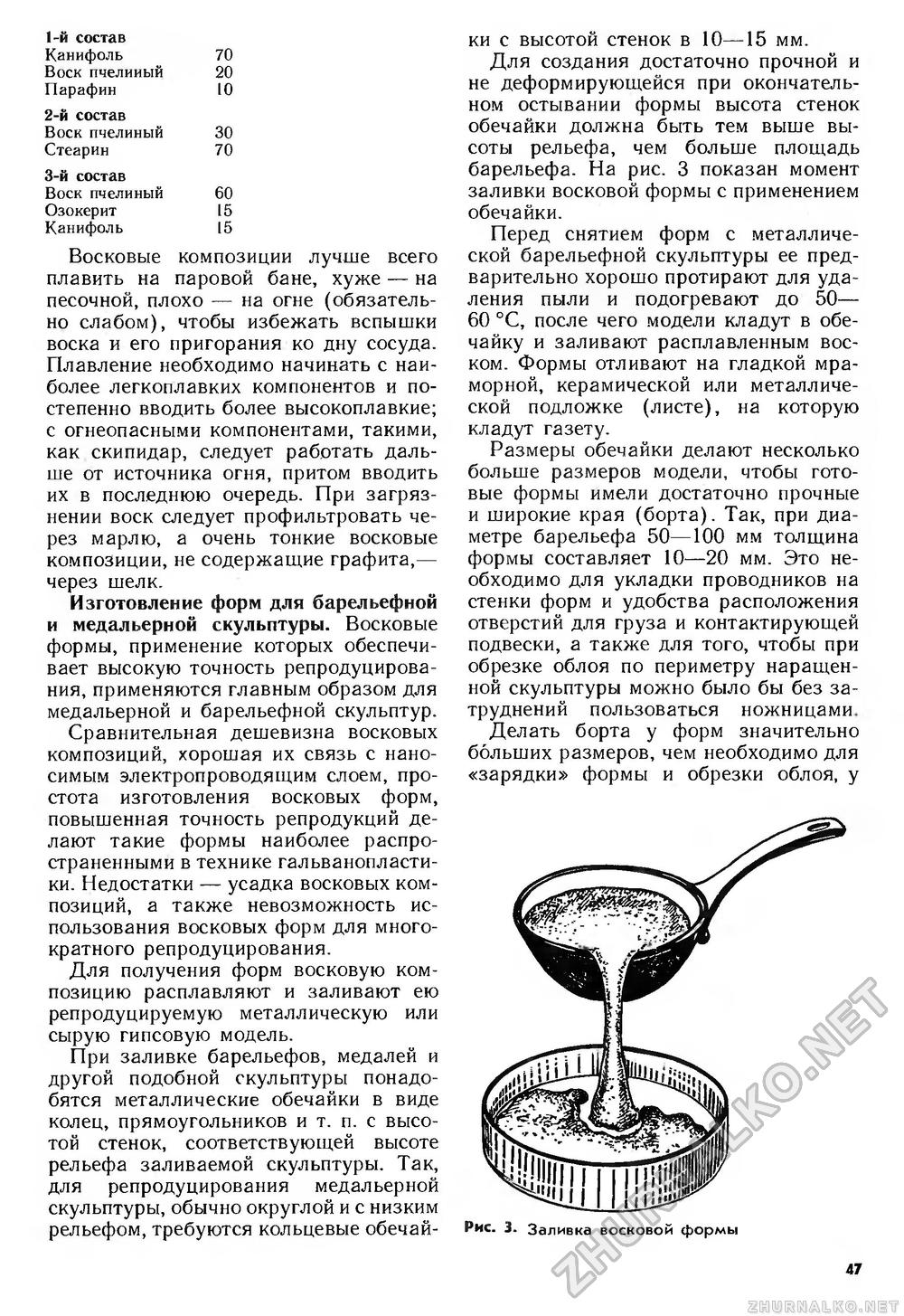
Восковые композиции лучше всего плавить на паровой бане, хуже — на песочной, плохо — на огне (обязательно слабом), чтобы избежать вспышки воска и его пригорания ко дну сосуда. Плавление необходимо начинать с наиболее легкоплавких компонентов и постепенно вводить более высокоплавкие; с огнеопасными компонентами, такими, как скипидар, следует работать дальше от источника огня, притом вводить их в последнюю очередь. При загряз нении воск следует профильтровать через марлю, а очень тонкие восковые композиции, не содержащие графита,— через шелк. Изготовление форм для барельефной и медальерной скульптуры. Восковые формы, применение которых обеспечивает высокую точность репродуцирования, применяются главным образом для медальерной и барельефной скульптур. Сравнительная дешевизна восковых композиций, хорошая их связь с наносимым электропроводящим слоем, простота изготовления восковых форм, повышенная точность репродукций делают такие формы наиболее распространенными в технике гальванопластики. Недостатки — усадка восковых композиций, а также невозможность использования восковых форм для многократного репродуцирования. Для получения форм восковую композицию расплавляют и заливают ею репродуцируемую металлическую или сырую гипсовую модель. При заливке барельефов, медалей и другой подобной скульптуры понадобятся металлические обечайки в виде колец, прямоугольников и т. п. с высотой стенок, соответствующей высоте рельефа заливаемой скульптуры. Так, для репродуцирования медальерной скульптуры, обычно округлой и с низким рельефом, требуются кольцевые обечай ки с высотой стенок в 10—15 мм Для создания достаточно прочной и не деформирующейся при окончательном остывании формы высота стенок обечайки должна бытп тем выше высоты рельефа, чем больше площадь барельефа. На рис. 3 показан момент заливки восковой формы с применением обечайки. Перед снятием форм с металлической барельефной скульптуры ее предварительно хорошо протирают для удаления пыли и подогревают до 50— 60 °С, после чего модели кладут в обечайку и заливают расплавленным воском. Формы отливают на гладкой мраморной, керамической или металлической подложке (листе), на которую кладут газету. Размеры обечайки делают несколько больше размеров модели, чтобы гото вые формы имели достаточно прочные и широкие края (борта). Так, при диа метре барельефа 50—100 мм толщина формы составляет 10—20 мм. Это необходимо для укладки проводников на стенки форм и удобства расположения отверстий для груза и контактирующей подвески, а также для того, чтобы при обрезке облоя по периметру наращен ной скульптуры можно было бы без затруднений пользоваться ножницамн Делать борта у форм значительно больших размеров, чем необходимо для «зарядки» формы и обрезки облоя, у Рис. 3. Заливка восковой формы 47 |








