Сделай Сам (Знание) 1991-02, страница 63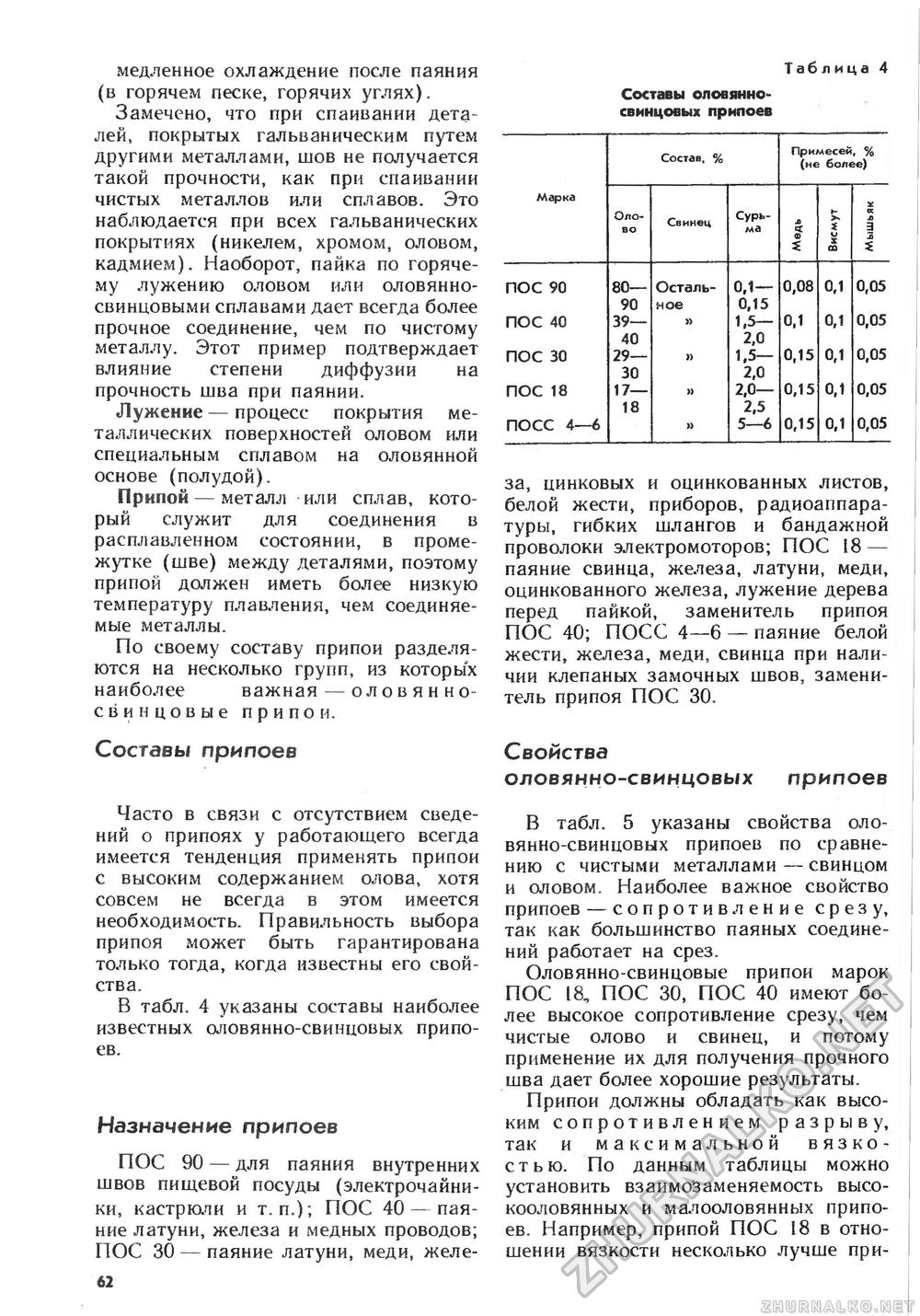
медленное охлаждение после паяния (в горячем песке, горячих углях). Замечено, что при спаивании деталей, покрытых гальваническим путем другими металлами, шов не получается такой прочности, как при спаивании чистых металлов или сплавов. Это наблюдается при всех гальванических покрытиях (никелем, хромом, оловом, кадмием). Наоборот, пайка по горячему лужению оловом или оловянно-свинцовыми сплавами дает всегда более прочное соединение, чем по чистому металлу. Этот пример подтверждает влияние степени диффузии на прочность шва при паянии. Лужение — процесс покрытия металлических поверхностей оловом или специальным сплавом на оловянной основе (полудой). Припой — металл или сплав, который служит для соединения в расплавленном состоянии, в промежутке (шве) между деталями, поэтому припой должен иметь более низкую температуру плавления, чем соединяемые металлы. По своему составу припои разделяются на несколько групп, из которых наиболее важная о л о в я н н о свинцовые припои. Составы припоев Часто в связи с отсутствием сведений о припоях у работающего всегда имеется тенденция применять припои с высоким содержанием олова, хотя совсем не всегда в этом имеется необходимость. Правильность выбора припоя может быть гарантирована только тогда, когда известны его свойства. В табл. 4 указаны составы наиболее известных оловянно-свинцовых припоев. Назначение припоев ПОС 90 — для паяния внутренних швов пищевой посуды (электрочайники, кастрюли и т.п.); ПОС 40 — паяние латуни, железа и медных проводов; ПОС 30 паяние латуни, меди, желе- Таблица 4 Составы оловянно-свинцовых припоев Таблица 4 Составы оловянно-свинцовых припоев
за, цинковых и оцинкованных листов, белой жести, приборов, радиоаппаратуры, гибких шлангов и бандажной проволоки электромоторов; ПОС 18 — паяние свинца, железа, латуни, меди, оцинкованного железа, лужение дерева перед пайкой, заменитель припоя ПОС 40; ПОСС 4—6 — паяние белой жести, железа, меди, свинца при наличии клепаных замочных швов, заменитель припоя ПОС 30. Свойства оловянно-свинцовых припоев В табл. 5 указаны свойства оловянно-свинцовых припоев по сравнению с чистыми металлами—свинцом и оловом. Наиболее важное свойство припоев — сопротивление срезу, так как большинство паяных соединений работает на срез. Оловянно-свинцовые припои марок ПОС 18, ПОС 30, ПОС 40 имеют более высокое сопротивление срезу, чем чистые олово и свинец, и потому применение их для получения прочного шва дает более хорошие результаты. Припои должны обладать как высоким сопротивлением разрыву, так и максимальной вязкостью. По данным таблицы можно установить взаимозаменяемость высокооловянных и малооловянных припоев. Например, припой ПОС 18 в отношении вязкости несколько лучше при |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||








