Сделай Сам (Знание) 1991-02, страница 64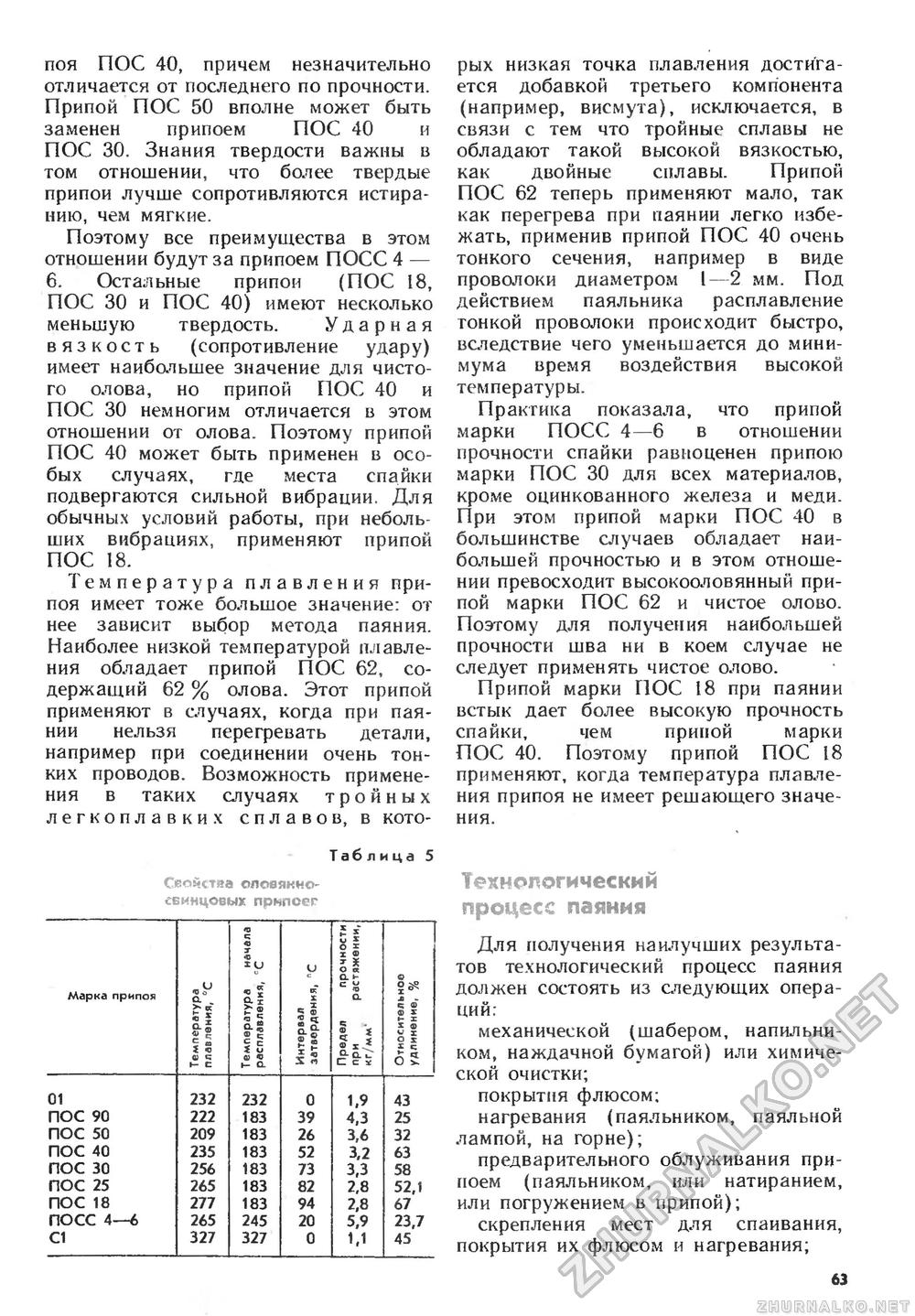
поя ПОС 40, причем незначительно отличается от последнего по прочности. Припой ПОС 50 вполне может быть заменен припоем ПОС 40 и ПОС 30. Знания твердости важны в том отношении, что более твердые припои лучше сопротивляются истиранию, чем мягкие. Поэтому все преимущества в этом отношении будут за припоем ПОСС 4 — 6. Остальные припои (ПОС 18, ПОС 30 и ПОС 40) имеют несколько меньшую твердость. Ударная вязкость (сопротивление удару) имеет наибольшее значение для чистого олова, но припой ПОС 40 и ПОС 30 немногим отличается в этом отношении от олова. Поэтому припой ПОС 40 может быть применен в особых случаях, где места спайки подвергаются сильной вибрации. Для обычных условий работы, при небольших вибрациях, применяют припой ПОС 18. Температура плавления припоя имеет тоже большое значение: от нее зависит выбор метода паяния. Наиболее низкой температурой плавления обладает припой ПОС 62, содержащий 62 % олова. Этот припой применяют в случаях, когда при паянии нельзя перегревать детали, например при соединении очень тонких проводов. Возможность применения в таких случаях тройных легкоплавких сплавов, в кото рых низкая точка плавления дости'га ется добавкой третьего компонента (например, висмута), исключается, в связи с тем что тройные сплавы не обладают такой высокой вязкостью, как двойные сплавы. Припой ПОС 62 теперь применяют мало, так как перегрева при паянии легко избежать, применив припой ПОС 40 очень тонкого сечения, например в виде проволоки диаметром 1—2 мм. Под действием паяльника расплавление тонкой проволоки происходит быстро, вследствие чего уменьшается до минимума время воздействия высокой температуры. Практика показала, что припой марки ПОСС 4—6 в отношении прочности спайки равноценен припою марки ПОС 30 для всех материалов, кроме оцинкованного железа и меди. При этом припой марки ПОС 40 в большинстве случаев обладает наибольшей прочностью и в этом отношении превосходит высокооловянный припой марки ПОС 62 и чистое олово. Поэтому для получения наибольшей прочности шва ни в коем случае не следует применять чистое олово. Припой марки Г10С 18 при паянии встык дает более высокую прочность спайки, чем припой марки ПОС 40. Поэтому припой ПОС 18 применяют, когда температура плавления припоя не имеет решающего значения. Свойства оловякно- СБИНЦОВЫХ прнпорг Свойства оловякно- СБИНЦОВЫХ прнпорг
Технологический процесс паяния Для получения наилучших результатов технологический процесс паяния должен состоять из следующих опера цнй: механической (шабером, напильником, наждачной бумагой) или химической очистки; покрытия флюсом; нагревания (паяльником, паяльной лампой, на горне); предварительного облуживания припоем (паяльником, или натиранием, или погружением в припой); скрепления мест для спаивания, покрытия их флюсом и нагревания; 63 |








