Сделай Сам (Знание) 1993-01, страница 10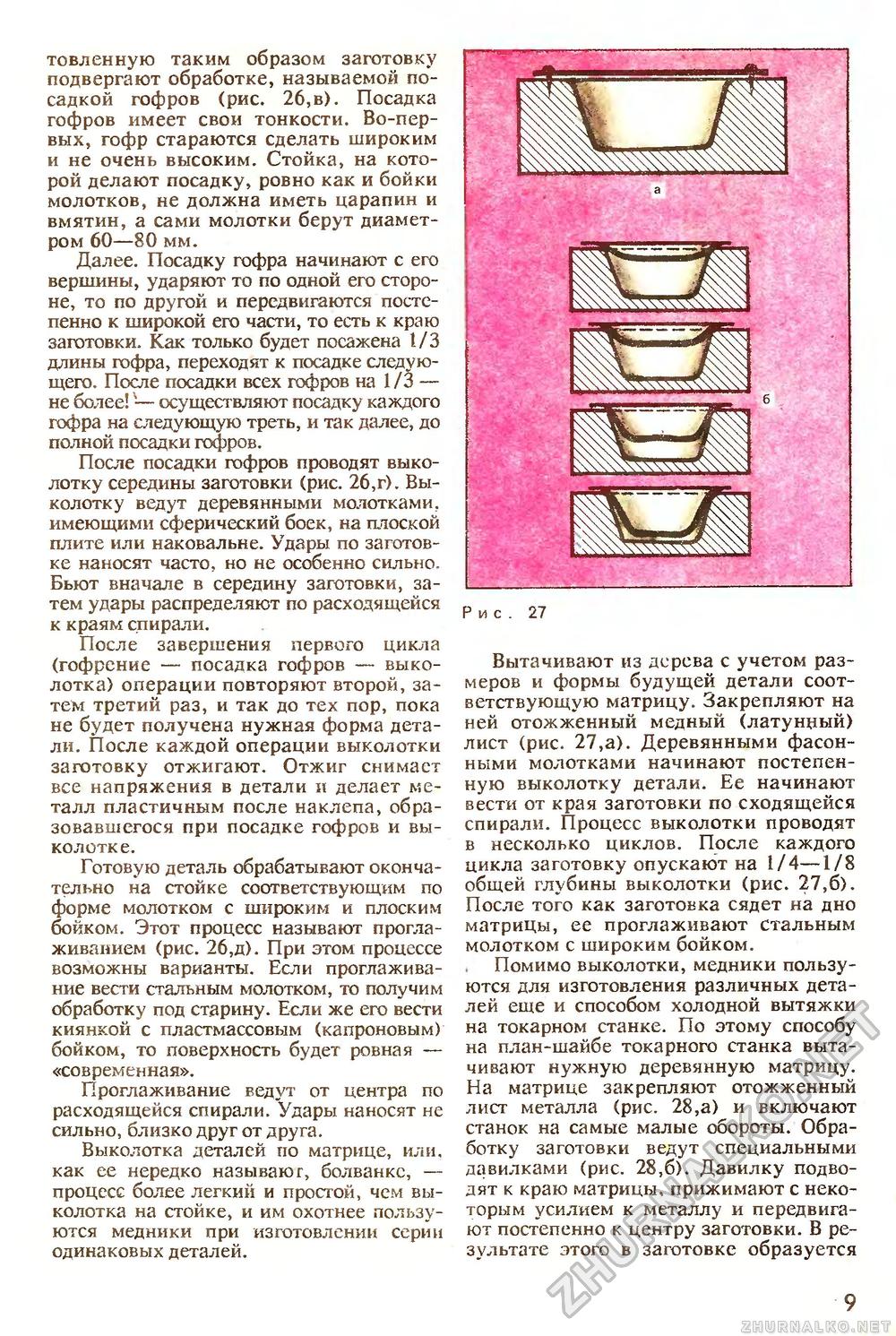
товленную таким образом заготовку подвергают обработке, называемой посадкой гофров (рис. 26,в). Посадка гофров имеет свои тонкости. Во-первых, гофр стараются сделать широким и не очень высоким. Стойка, на которой делают посадку, ровно как и бойки молотков, не должна иметь царапин и вмятин, а сами молотки берут диаметром 60—80 мм. Далее. Посадку гофра начинают с его вершины, ударяют то по одной его стороне, то по другой и передвигаются постепенно к широкой его части, то есть к краю заготовки. Как только будет посажена 1/3 длины гофра, переходят к посадке следующего. После посадки всех гофров на 1/3 — не более! ■— осуществляют посадку каждого гофра на следующую треть, и так далее, до полной посадки гофров. После посадки гофров проводят выколотку середины заготовки (рис. 26,г). Выколотку ведут деревянными молотками, имеющими сферический боек, на плоской плите или наковальне. Удары по заготовке наносят часто, но не особенно сильно. Бьют вначале в середину заготовки, затем удары распределяют по расходящейся к краям спирали. После завершения первого цикла (гофрение — посадка гофров — выколотка) операции повторяют второй, затем третий раз, и так до тех пор, пока не будет получена нужная форма детали. После каждой операции выколотки заготовку отжигают. Отжиг снимает все напряжения в детали и делает металл пластичным после наклепа, образовавшегося при посадке гофров и выколотке. Готовую деталь обрабатывают окончательно на стойке соответствующим по форме молотком с широким и плоским бойком. Этот процесс называют прогла-живанием (рис. 26,д). При этом процессе возможны варианты. Если проглажива-ние вести стальным молотком, то получим обработку под старину. Если же его вести киянкой с пластмассовым (капроновым) бойком, то поверхность будет ровная — «современная». Проглаживание ведут от центра по расходящейся спирали. Удары наносят не сильно, близко друг от друга. Выколотка деталей по матрице, или, как ее нередко называют, болванке, — процесс более легкий и простой, чем выколотка на стойке, и им охотнее пользуются медники при изготовлении серии одинаковых деталей. Рис. 27 Вытачивают из дерева с учетом размеров и формы будущей детали соответствующую матрицу. Закрепляют на ней отожженный медный (латунный) лист (рис. 27,а). Деревянными фасонными молотками начинают постепенную выколотку детали. Ее начинают вести от края заготовки по сходящейся спирали. Процесс выколотки проводят в несколько циклов. После каждого цикла заготовку опускают на 1/4—1/8 общей глубины выколотки (рис. 27,6). После того как заготовка сядет на дно матрицы, ее проглаживают стальным молотком с широким бойком. Помимо выколотки, медники пользуются для изготовления различных деталей еще и способом холодной вытяжки на токарном станке. По этому способу на план-шайбе токарного станка вытачивают нужную деревянную матрицу. На матрице закрепляют отожженный лист металла (рис. 28,а) и включают станок на самые малые обороты. Обработку заготовки ведут специальными давилками (рис. 28,6). Давилку подводят к краю матрицы, прижимают с некоторым усилием к металлу и передвигают постепенно к центру заготовки. В результате этого в заготовке образуется 9 |








