Сделай Сам (Знание) 1994-03, страница 105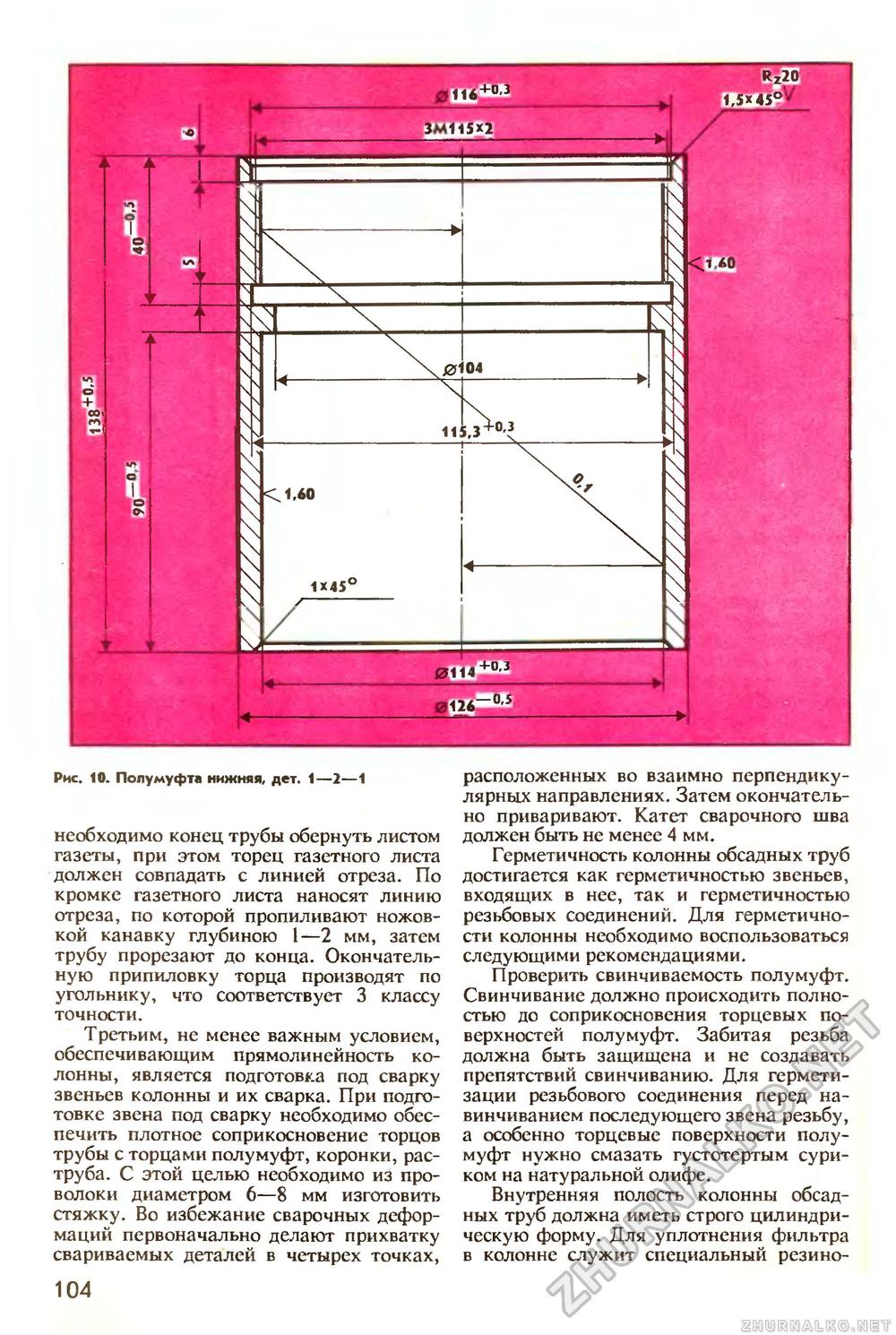
Рис. 10. Полу муфта нижняя, дет. 1—2—1 необходимо конец трубы обернуть листом газеты, при этом торец газетного листа должен совпадать с линией отреза. По кромке газетного листа наносят линию отреза, по которой пропиливают ножовкой канавку глубиною 1—2 мм, затем трубу прорезают до конца. Окончательную припиловку торца производят по угольнику, что соответствует 3 классу точности. Третьим, не менее важным условием, обеспечивающим прямолинейность колонны, является подготовка под сварку звеньев колонны и их сварка. При подготовке звена под сварку необходимо обеспечить плотное соприкосновение торцов трубы с торцами полумуфт, коронки, раструба. С этой целью необходимо из проволоки диаметром 6—8 мм изготовить стяжку. Во избежание сварочных деформаций первоначально делают прихватку свариваемых деталей в четырех точках, расположенных во взаимно перпендикулярных направлениях. Затем окончательно приваривают. Катет сварочного шва должен быть не менее 4 мм. Герметичность колонны обсадных труб достигается как герметичностью звеньев, входящих в нее, так и герметичностью резьбовых соединений. Для герметичности колонны необходимо воспользоваться следующими рекомендациями. Проверить свинчиваемость полумуфт. Свинчивание должно происходить полностью до соприкосновения торцевых поверхностей полумуфт. Забитая резьба должна быть защищена и не создавать препятствий свинчиванию. Для герметизации резьбового соединения перед навинчиванием последующего звена резьбу, а особенно торцевые поверхности полумуфт нужно смазать густотертым суриком на натуральной олифе. Внутренняя полость колонны обсадных труб должна иметь строго цилиндрическую форму. Для уплотнения фильтра в колонне служит специальный резино 104 |








