Сделай Сам (Знание) 1994-04, страница 35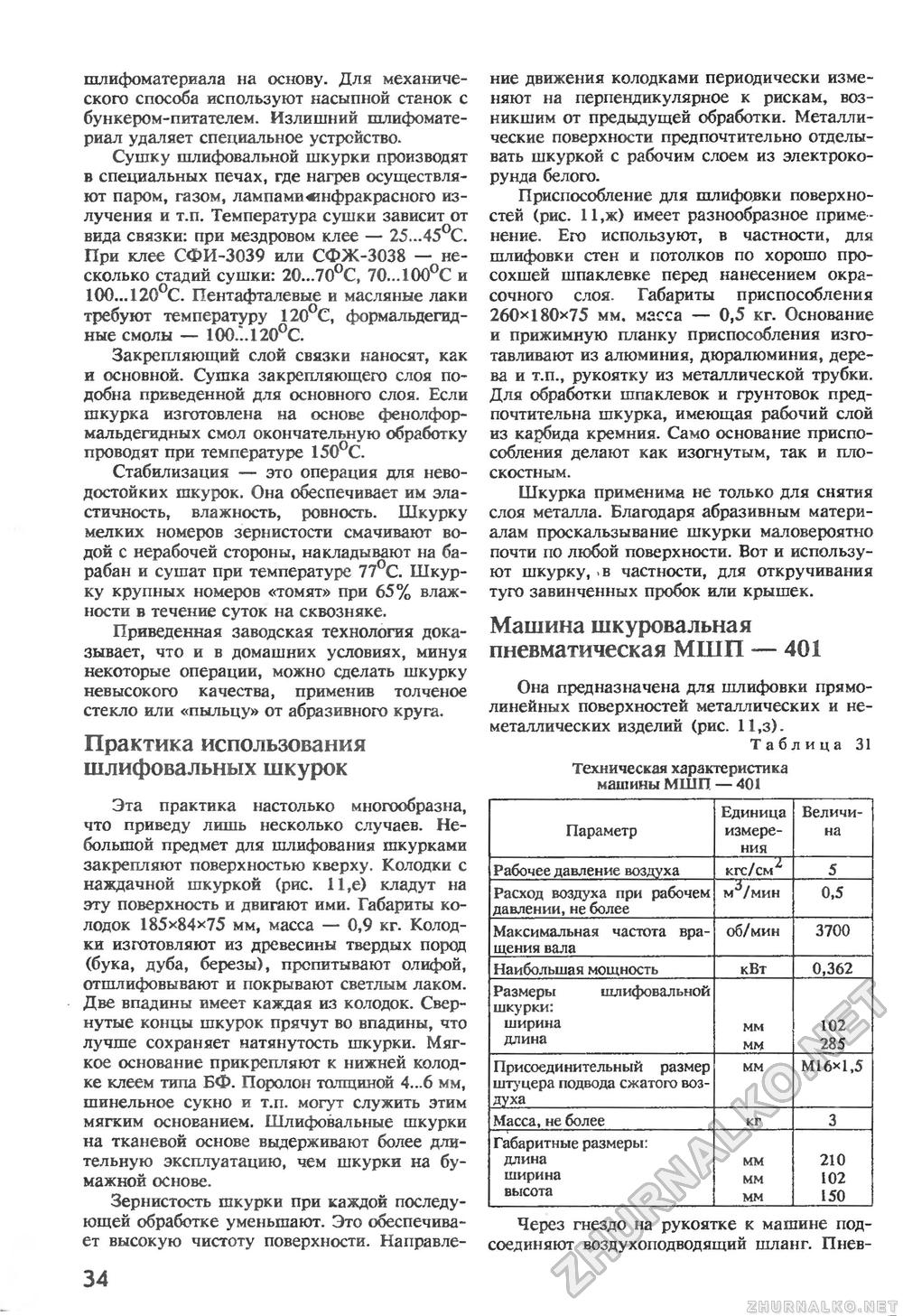
шлифоматериала на основу. Для механического способа используют насыпной станок с бункером-питателем. Излишний шлифомате-риал удаляет специальное устройство. Сушку шлифовальной шкурки производят в специальных печах, где нагрев осуществляют паром, газом, лампами«нфракрасного излучения и т.п. Температура сушки зависит от вида связки: при мездровом клее — 25...45°С. При клее СФИ-3039 или СФЖ-3038 — несколько стадий сушки: 20...70°С, 70...100°С и 100...120°С. Пентафталевые и масляные лаки требуют температуру 120°С, формальдегид-ные смолы — 100...120°С. Закрепляющий слой связки наносят, как и основной. Сушка закрепляющего слоя подобна приведенной для основного слоя. Если шкурка изготовлена на основе фенолфор-мальдегидных смол окончательную обработку проводят при температуре 150°С. Стабилизация — это операция для неводостойких шкурок. Она обеспечивает им эластичность, влажность, ровность. Шкурку мелких номеров зернистости смачивают водой с нерабочей стороны, накладывают на барабан и сушат при температуре 77°С. Шкурку крупных номеров «томят» при 65% влажности в течение суток на сквозняке. Приведенная заводская технология доказывает, что и в домашних условиях, минуя некоторые операции, можно сделать шкурку невысокого качества, применив толченое стекло или «пыльцу» от абразивного круга. Практика использования шлифовальных шкурокЭта практика настолько многообразна, что приведу лишь несколько случаев. Небольшой предмет для шлифования шкурками закрепляют поверхностью кверху. Колодки с наждачной шкуркой (рис. 11,е) кладут на эту поверхность и двигают ими. Габариты колодок 185x84x75 мм, масса — 0,9 кг. Колодки изготовляют из древесины твердых пород (бука, дуба, березы), пропитывают олифой, отшлифовывают и покрывают светлым лаком. Две впадины имеет каждая из колодок. Свернутые концы шкурок прячут во впадины, что лучше сохраняет натянутость шкурки. Мягкое основание прикрепляют к нижней колодке клеем типа БФ. Поролон толщиной 4...6 мм, шинельное сукно и т.п. могут служить этим мягким основанием. Шлифовальные шкурки на тканевой основе выдерживают более длительную эксплуатацию, чем шкурки на бумажной основе. Зернистость шкурки при каждой последующей обработке уменьшают. Это обеспечивает высокую чистоту поверхности. Направле ние движения колодками периодически изменяют на перпендикулярное к рискам, возникшим от предыдущей обработки. Металлические поверхности предпочтительно отделывать шкуркой с рабочим слоем из электрокорунда белого. Приспособление для шлифовки поверхностей (рис. 11,ж) имеет разнообразное применение. Его используют, в частности, для шлифовки стен и потолков по хорошо просохшей шпаклевке перед нанесением окрасочного слоя. Габариты приспособления 260x180x75 мм. масса — 0,5 кг. Основание и прижимную планку приспособления изготавливают из алюминия, дюралюминия, дерева и т.п., рукоятку из металлической трубки. Для обработки шпаклевок и грунтовок предпочтительна шкурка, имеющая рабочий слой из карбида кремния. Само основание приспособления делают как изогнутым, так и плоскостным. Шкурка применима не только для снятия слоя металла. Благодаря абразивным материалам проскальзывание шкурки маловероятно почти по любой поверхности. Вот и используют шкурку, в частности, для откручивания туго завинченных пробок или крышек. Машина шкуровальная пневматическая МШП — 401Она предназначена для шлифовки прямолинейных поверхностей металлических и неметаллических изделий (рис. 11,з). Таблица 31 Техническая характеристика машины МШП — 401 Техническая характеристика машины МШП — 401
Через гнездо на рукоятке к машине подсоединяют воздухоподводящий шланг. Пнев 34 |








