Сделай Сам (Знание) 1995-04, страница 12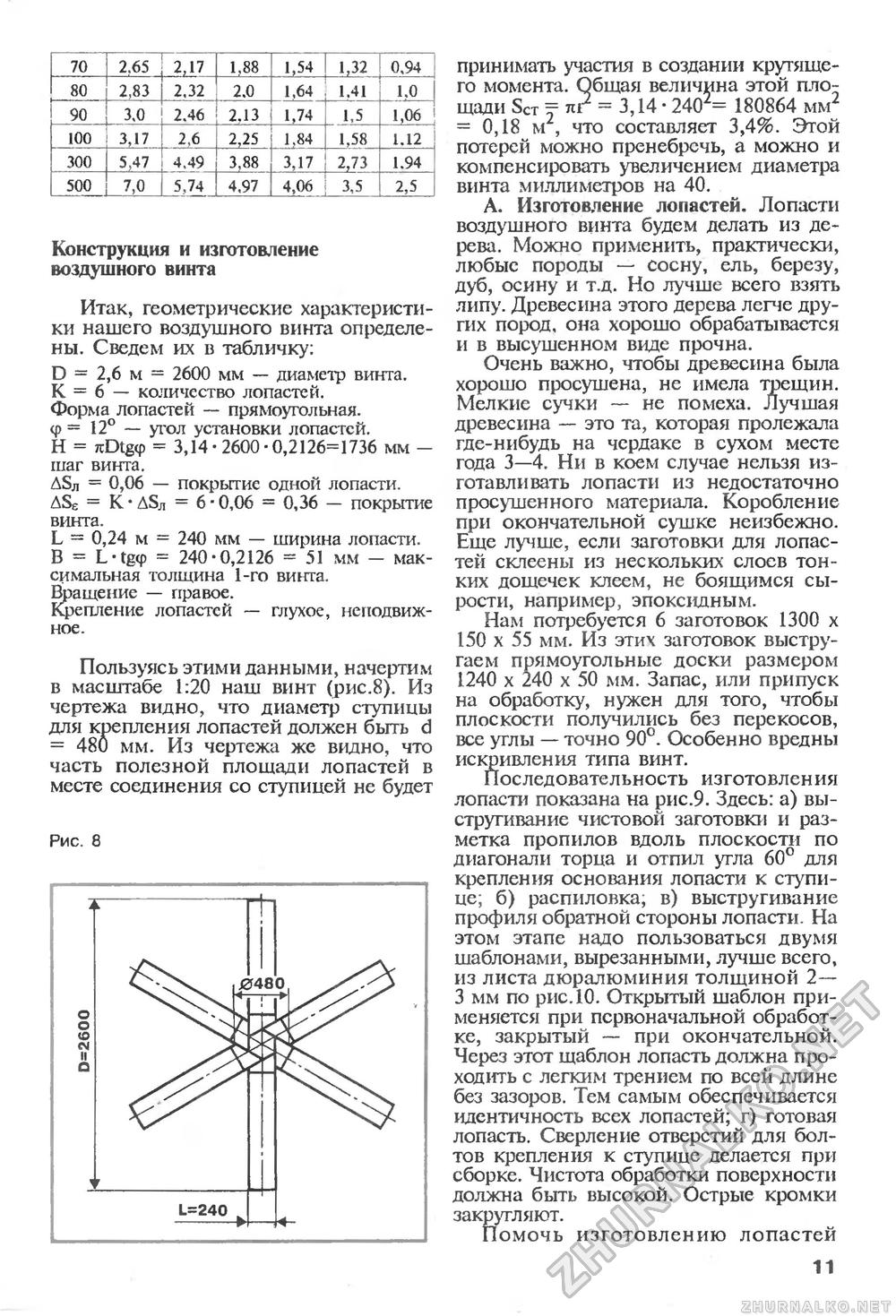
Конструкция и изготовление воздушного винта Итак, геометрические характеристики нашего воздушного винта определены. Сведем их в табличку: D = 2,6 м = 2600 мм — диаметр винта. К = 6 — количество лопастей. Форма лопастей — прямоугольная. <р = 12° — угол установки лопастей. Н = TcDtg<p = 3,14-2600-0,2126=1736 мм -шаг винта. ЛБл = 0,06 — покрытие одной лопасти. ASe = К • АБл = 6 ■ 0,06 = 0,36 — покрытие винта. L = 0,24 м = 240 мм — ширина лопасти. В = L • tg(p = 240-0,2126 = 51 мм - максимальная толщина 1-го винта. Вращение — правое. Крепление лопастей — глухое, неподвижное. Пользуясь этими данными, начертим в масштабе 1:20 наш винт (рис.8). Из чертежа видно, что диаметр ступицы для крепления лопастей должен быть d = 480 мм. Из чертежа же видно, что часть полезной площади лопастей в месте соединения со ступицей не будет Рис. 8 принимать участия в создании крутящего момента. Общая величина этой площади Sct = 7ti = 3,14 • 240 = 180864 мм2 = 0,18 м , что составляет 3,4%. Этой потерей можно пренебречь, а можно и компенсировать увеличением диаметра винта миллиметров на 40. А. Изготовление лопастей. Лопасти воздушного винта будем делать из дерева. Можно применить, практически, любые породы — сосну, ель, березу, дуб, осину и т.д. Но лучше всего взять липу. Древесина этого дерева легче других пород, она хорошо обрабатывается и в высушенном виде прочна. Очень важно, чтобы древесина была хорошо просушена, не имела трещин. Мелкие сучки — не помеха. Лучшая древесина — это та, которая пролежала где-нибудь на чердаке в сухом месте года 3—4. Ни в коем случае нельзя изготавливать лопасти из недостаточно просушенного материала. Коробление при окончательной сушке неизбежно. Еще лучше, если заготовки для лопастей склеены из нескольких слоев тонких дощечек клеем, не боящимся сырости, например, эпоксидным. Нам потребуется 6 заготовок 1300 х 150 х 55 мм. Из этих заготовок выстругаем прямоугольные доски размером 1240 х 240 х 50 мм. Запас, или припуск на обработку, нужен для того, чтобы плоскости получились без перекосов, все углы — точно 90°. Особенно вредны искривления типа винт. Последовательность изготовления лопасти показана на рис.9. Здесь: а) выстругивание чистовой заготовки и разметка пропилов вдоль плоскости по диагонали торца и отпил угла 60° для крепления основания лопасти к ступице; б) распиловка, в) выстругивание профиля обратной стороны лопасти. На этом этапе надо пользоваться двумя шаблонами, вырезанными, лучше всего, из листа дюралюминия толщиной 2— 3 мм по рис.10. Открытый шаблон применяется при первоначальной обработке, закрытый — при окончательной. Через этот щаблон лопасть должна проходить с легким трением по всей длине без зазоров. Тем самым обеспечивается идентичность всех лопастей; г) готовая лопасть. Сверление отверстий для болтов крепления к ступице делается при сборке. Чистота обработки поверхности должна быть высокой. Острые кромки закругляют. Помочь изготовлению лопастей 11 |








