Сделай Сам (Знание) 2001-01, страница 31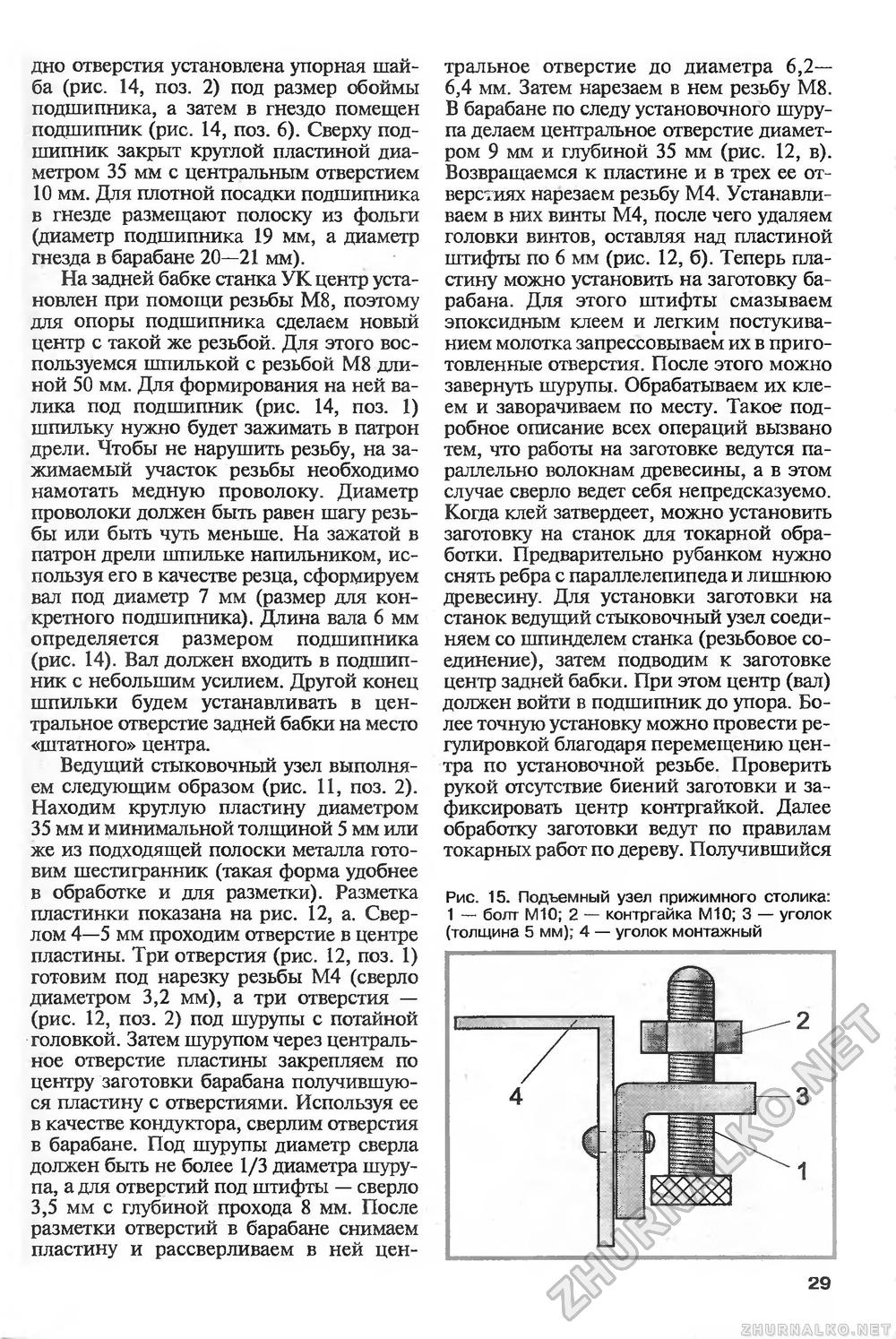
дно отверстия установлена упорная шайба (пис. 14, поз. 2) под размер обоймы подшипника, а затем в гнездо помещен подшипник (рис. 14, поз. 6). Сверх}' подшипник закрыт круглой пластиной диа-метчом 35 мм с центральным отверстием 10 мм. Для плотной посадки подшипник1 е гнезде размещают полоску из фольги ^диаметр подшипника 19 мм, а диаметр гнезда в барабане 20—21 мм) На задней бабке станка УК центр установлен при помощи резьбы М8, поэтому для опоры подшипника сделаем новый центр с такой же резьбой. Для этого воспользуемся шпилькой с резьбой М8 длиной 50 мм. Для формирования на ней валика под подшшник (рис. 14, поз. 1) шпильку нужно будет за:кимать в патрон дрели. Чтобы не нарушить резьбу, на зажимаемый участок резьбы необходимо намотать медную прозолоку. Диаметр проволоки должен быть равен шагу резьбы ичи быть чуть меньше. На зажатой в патрон дрели шпильке напильником, используя его в качестве резца, сформируем вал под диаметр 7 мл: (размер для кон-крепюго подшипника). Длина вала 6 мм определяется размером подшипника (рис. 14). Вал должен входить в подшипник с небольшим усилием. Другой конец шпильки будем устанавливать в центральное отверстие згдней бабки на место «штстного» центра. Ведущий стыкозочный узел выполняем следующим образом (рис. 11, поз. 2), Находим круглую пластину диаметром 35 мм и минимальной толщиной 5 мм или же из подходящей полоски металла готовим шестигранник (такая форма удобнее в обработке и для разметки). Разметка пластинки показана на рис. 12, а. Сверлом 4—5 мм проходим отверстие в центре пластины Три отверстия (рис. 12, поз. 1) готовим под нарезку резьбы М4 (сверло щаметром 3,2 мм), а три отверстия — (рис. 12, поз. 2) под шурупы с потайной головкой. Затем шур том через дентальное отверстие пластины закрепляем по центру заготовки барабана получившуюся пластину с отверст1 ями. Используя ее в качестве кондуктора, сверлим отверстия в баоабане. Под шурупы диаметр сверла должен быть не более 1/3 диаметра шурупа, а для отверстий под штифты — сверло 3,5 мм с глубиной прохода 8 мм. После разметки отверстий в барабане снипаем пластину и рассверливаем в ней цен тральное отверстие до диаметра 6,2— 6,4 мм. Затем нарезаем в нем резьбу М8. В барабане по следу установочного шурупа делаем центральное отверстие диаметром 9 мм и глубиной 35 мм (рис. 12, в). Возвращаемся к пласине и в трех ее отверстиях нарезаем резьбу М4 Устанавливаем в ни:, винты М4, после чего удаляем головки винтов, оставляя над i ластиной штифты по 6 мм (рис. 12, б) Теперь пластину можно установить на заготовку барабана. Для этого штифты смазываем эпоксидным клеем и легкий постукиванием молотка запрессовываем их в приготовленные отверстия. После этого можно завернуть шурупы. Обрабатыгяем их клеем и заворачиваем по месту. Такое подробное описание всех операции вызвано тем, что чаботы на заготовке ведутся параллельно волокнам древесины а в этом случае свеоло ведет себя непрсдсказуемс Когда клей зг твердеет, можно установить заготовку на станок для токарной обработки. Предварительно рубанком нужно снять ребра с параллелепипеда и лчшнюю древесину Для установки заготовки на станок ведущий стыковочный узел соединяем со шпинделем станка (резьбовое соединение), затеь подводим к заготовке центр задней бабки. При этом цс нтр (вал) должен войти в подшипник до упора. Более точную ус тановку можно провести регулировкой благодаря перемещению центра пс установочной резьбе Проверить рукой отсутствие биений заготовки и зафиксировать центр коьтргайкей. Далее обработку заготовки ведут по правилам токарных работ по дереву. Получившийся Рис. 15. Подъемный узел при:::имного столика: 1 — болт М10; 2 — контргайка М10; 3 — уголок (толщина 5 мм); 4 — уголок монтажный |








