Сделай Сам (Знание) 2006-04, страница 112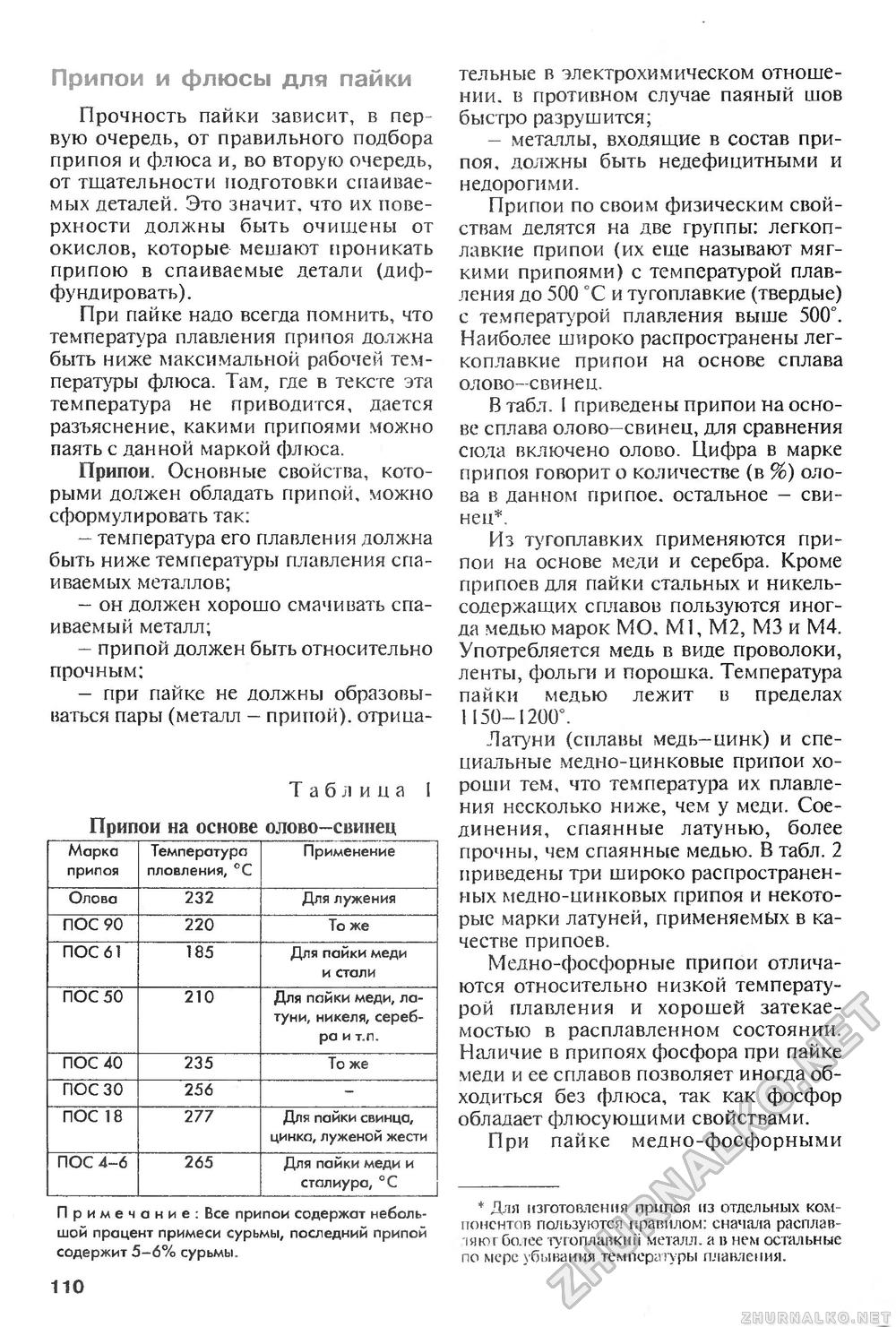
Припои и флюсы для пайкиПрочность пайки зависит, в первую очередь, от правильного подбора припоя и флюса и, во вторую очередь, от тщательности подготовки спаиваемых деталей. Это значит, что их поверхности должны быть очищены от окислов, которые мешают проникать припою в спаиваемые детали (диффундировать). При пайке надо всегда помнить, что температура плавления припоя должна быть ниже максимальной рабочей температуры флюса. Там, где в тексте эта температура не приводится, дается разъяснение, какими припоями можно паять с данной маркой флюса. Припои. Основные свойства, которыми должен обладать припой, можно сформулировать так: — температура его плавления должна быть ниже температуры плавления спаиваемых металлов; - он должен хорошо смачивать спаиваемый металл; - припой должен быть относительно прочным: — при пайке не должны образовываться пары (металл - припой), отрииа- Примечание: Все припои содержат небольшой процент примеси сурьмы, последний припой содержит 5-6% сурьмы. 110 тельные в электрохимическом отношении. в противном случае паяный шов быстро разрушится; - металлы, входящие в состав припоя, должны быть недефицитными и недорогими. Припои по своим физическим свойствам делятся на две группы: легкоплавкие припои (их еше называют мягкими припоями) с температурой плавления до 500 "С и тугоплавкие (твердые) с температурой плавления выше 500°. Наиболее широко распространены легкоплавкие припои на основе сплава олово—свинец. В табл. I приведены припои на основе сплава олово—свинец, для сравнения сюда включено олово. Цифра в марке припоя говорит о количестве (в %) олова в данном припое, остальное — свинец*. Из тугоплавких применяются припои на основе меди и серебра. Кроме припоев для пайки ст&аьных и никель-содержащих сплавов пользуются иногда медью марок МО. Ml, М2, МЗ и М4. Употребляется медь в виде проволоки, ленты, фольги и порошка. Температура пайки медью лежит в пределах 1150-1200°. Латуни (сплавы медь—цинк) и специальные медно-цинковые припои хороши тем, что температура их плавления несколько ниже, чем у меди. Соединения, спаянные латунью, более прочны, чем спаянные медью. В табл. 2 приведены три широко распространенных медно-цинковых припоя и некоторые марки латуней, применяемых в качестве припоев. Медно-фосфорные припои отличаются относительно низкой температурой плавления и хорошей затекае-мостыо в расплавленном состоянии. Наличие в припоях фосфора при пайке меди и ее сплавов позволяет иногда обходиться без флюса, так как фосфор обладает флюсуюшими свойствами. При пайке медно-фосфорными * Для изготовления припоя из отдельных компонентов пользуются правилом: сначала расплав- *1 яюг более тугоплавкий металл, а в нем остальные по мере убывания температуры плавления. Таблица 1 Припои на основе олово-свинец Таблица 1 Припои на основе олово-свинец
Примечание: Все припои содержат небольшой процент примеси сурьмы, последний припой содержит 5-6% сурьмы. |








