Сделай Сам (Знание) 2006-04, страница 113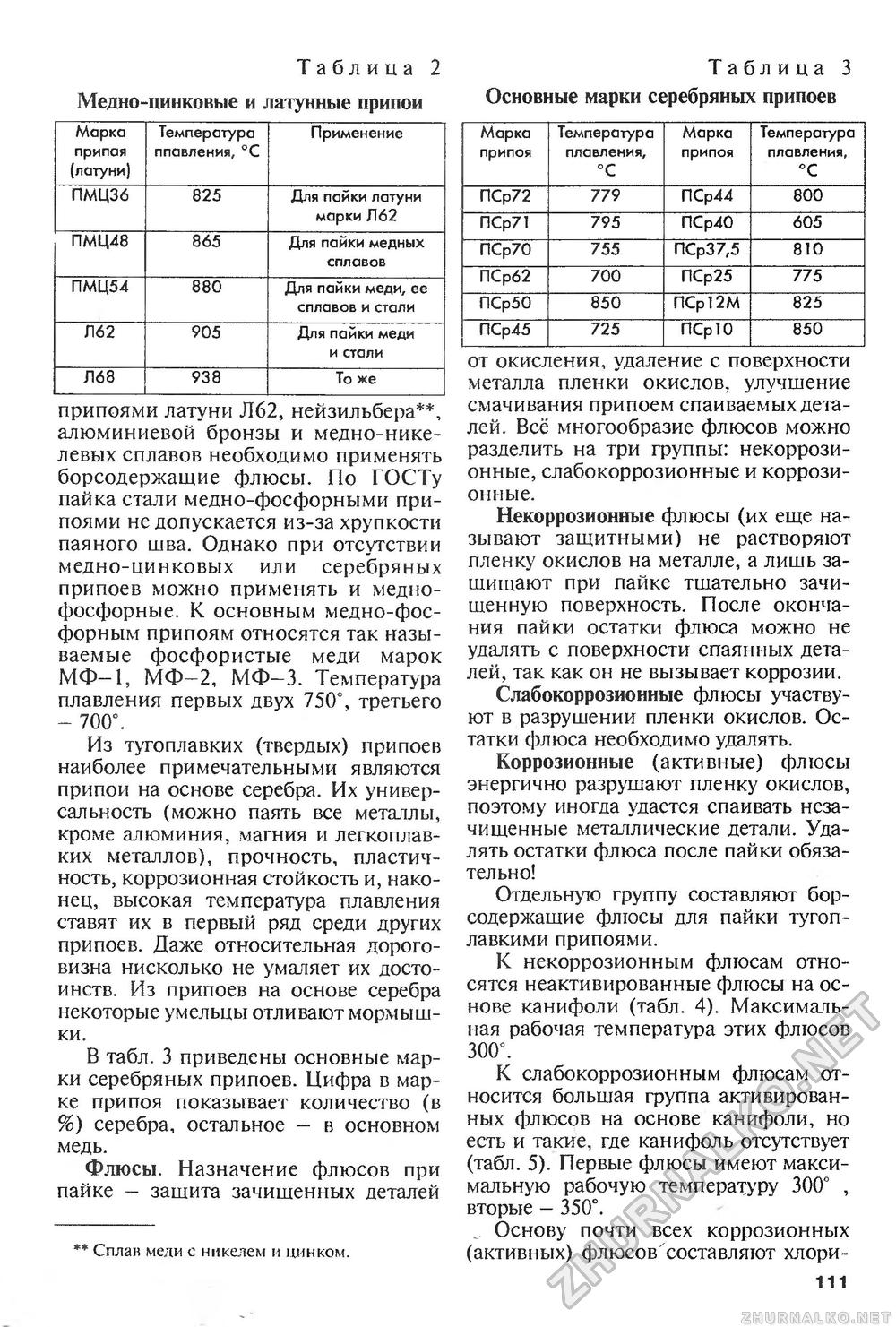
Таблица 2 Медно-цинковые и латунные припои Таблица 2 Медно-цинковые и латунные припои
припоями латуни J162, нейзильбера**, алюминиевой бронзы и медно-нике-левых сплавов необходимо применять борсодержащие флюсы. По ГОСТу пайка стали медно-фосфорными припоями не допускается из-за хрупкости паяного шва. Однако при отсутствии медно-цинковых или серебряных припоев можно применять и медно-фосфорные. К основным медно-фос-форным припоям относятся так называемые фосфористые меди марок МФ-1, МФ-2, МФ-3. Температура плавления первых двух 750°, третьего - 700°. Из тугоплавких (твердых) припоев наиболее примечательными являются припои на основе серебра. Их универсальность (можно паять все металлы, кроме алюминия, магния и легкоплавких металлов), прочность, пластичность, коррозионная стойкость и, наконец, высокая температура плавления ставят их в первый ряд среди других припоев. Даже относительная дороговизна нисколько не умаляет их достоинств. Из припоев на основе серебра некоторые умельцы отливают мормышки. В табл. 3 приведены основные марки серебряных припоев. Цифра в марке припоя показывает количество (в %) серебра, остальное - в основном медь. Флюсы. Назначение флюсов при пайке — зашита зачищенных деталей ** Сплан меди с никелем и цинком. Таблица 3 Основные марки серебряных припоев Таблица 3 Основные марки серебряных припоев
от окисления, удаление с поверхности металла пленки окислов, улучшение смачивания припоем спаиваемых деталей. Всё многообразие флюсов можно разделить на три группы: некоррозионные, слабокоррозионные и коррозионные. Некоррозионные флюсы (их еще называют защитными) не растворяют пленку окислов на металле, а лишь защищают при пайке тщательно зачищенную поверхность. После окончания пайки остатки флюса можно не удалять с поверхности спаянных деталей, так как он не вызывает коррозии. Слабокоррозионные флюсы участвуют в разрушении пленки окислов. Остатки флюса необходимо удалять. Коррозионные (активные) флюсы энергично разрушают пленку окислов, поэтому иногда удается спаивать неза-чищенные металлические детали. Удалять остатки флюса после пайки обязательно! Отдельную группу составляют борсодержащие флюсы для пайки тугоплавкими припоями. К некоррозионным флюсам относятся неактивированные флюсы на основе канифоли (табл. 4). Максимальная рабочая температура этих флюсов 300°. К слабокоррозионным флюсам относится большая группа активированных флюсов на основе канифоли, но есть и такие, где канифоль отсутствует (табл. 5). Первые флюсы имеют максимальную рабочую температуру 300° , вторые — 350°. „ Основу почти всех коррозионных (активных) флюсов'составляют хлори- 111 |








