Сделай Сам (Знание) 2007-03-04, страница 68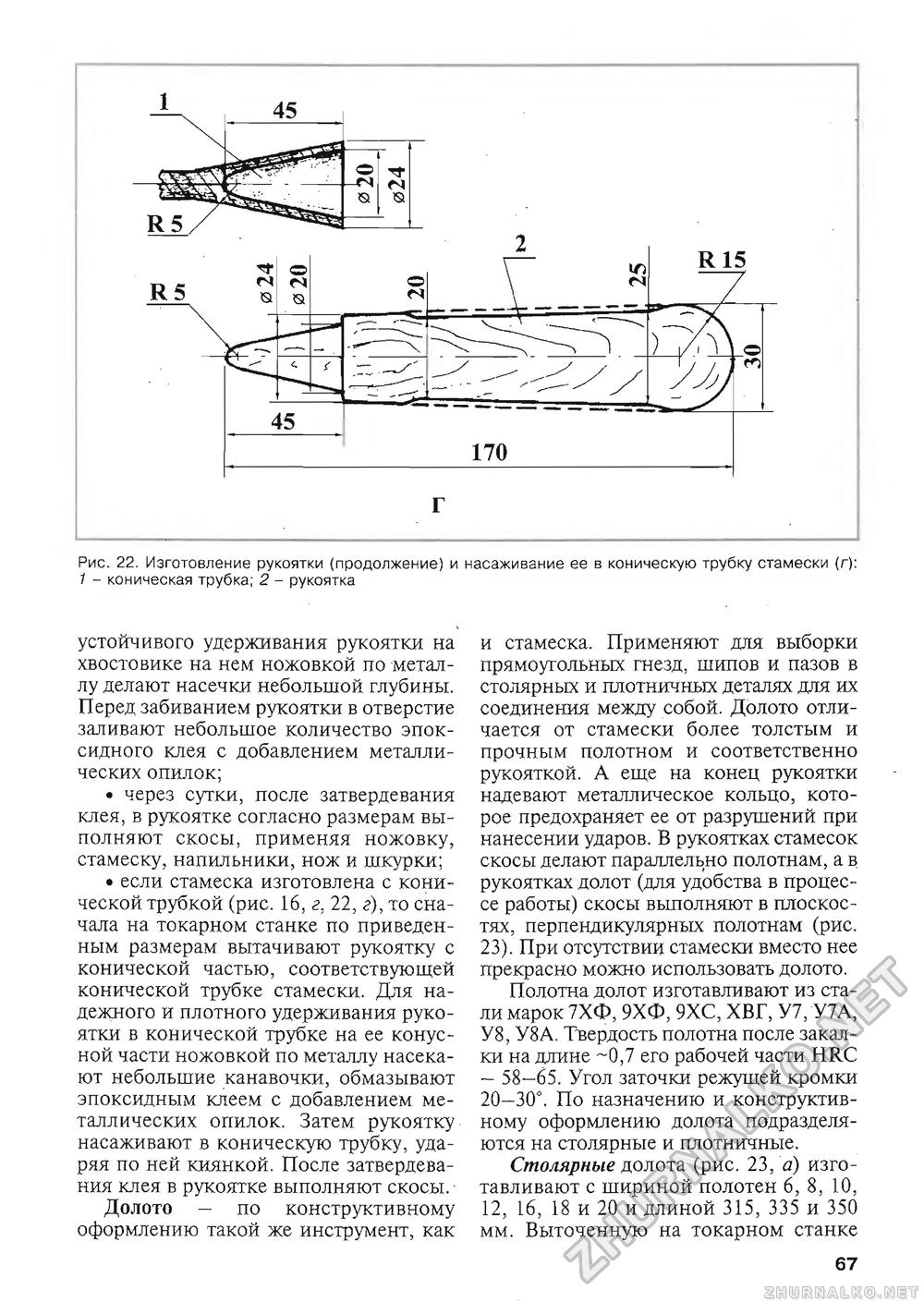
Рис. 22. Изготовление рукоятки (продолжение) и насаживание ее в коническую трубку стамески (г): 1 - коническая трубка; 2 - рукоятка устойчивого удерживания рукоятки на хвостовике на нем ножовкой по металлу делают насечки небольшой глубины. Перед забиванием рукоятки в отверстие заливают небольшое количество эпоксидного клея с добавлением металлических опилок; • через сутки, после затвердевания клея, в рукоятке согласно размерам выполняют скосы, применяя ножовку, стамеску, напильники, нож и шкурки; • если стамеска изготовлена с конической трубкой (рис. 16, г, 22, г), то сначала на токарном станке по приведенным размерам вытачивают рукоятку с конической частью, соответствующей конической трубке стамески. Для надежного и плотного удерживания рукоятки в конической трубке на ее конусной части ножовкой по металлу насекают небольшие канавочки, обмазывают эпоксидным клеем с добавлением металлических опилок. Затем рукоятку насаживают в коническую трубку7, ударяя по ней киянкой. После затвердевания клея в рукоятке выполняют скосы. ■ Долото — по конструктивному оформлению такой же инструмент, как и стамеска. Применяют для выборки прямоугольных гнезд, шипов и пазов в столярных и плотничных деталях для их соединения между собой. Долото отличается от стамески более толстым и прочным полотном и соответственно рукояткой. А еще на конец рукоятки надевают металлическое кольцо, которое предохраняет ее от разрушений при нанесении ударов. В рукоятках стамесок скосы делают параллельно полотнам, а в рукоятках долот (для удобства в процессе работы) скосы выполняют в плоскостях, перпендикулярных полотнам (рис. 23). При отсутствии стамески вместо нее прекрасно можно использовать долото. Полотна долот изготавливают из стали марок 7ХФ, 9ХФ, 9ХС, ХВГ, У7, У7А, У8, У8А. Твердость полотна после закалки на длине ~0,7 его рабочей части HRC — 58—65. Угол заточки режущей кромки 20—30°. По назначению и конструктивному оформлению долота подразделяются на столярные и плотничные. Столярные долота (рис. 23, д) изготавливают с шириной полотен 6, 8,10, 12, 16, 18 и 20 и длиной 315, 335 и 350 мм. Выточенную на токарном станке 67 |








