Сделай Сам (Огонек) 2004-02, страница 54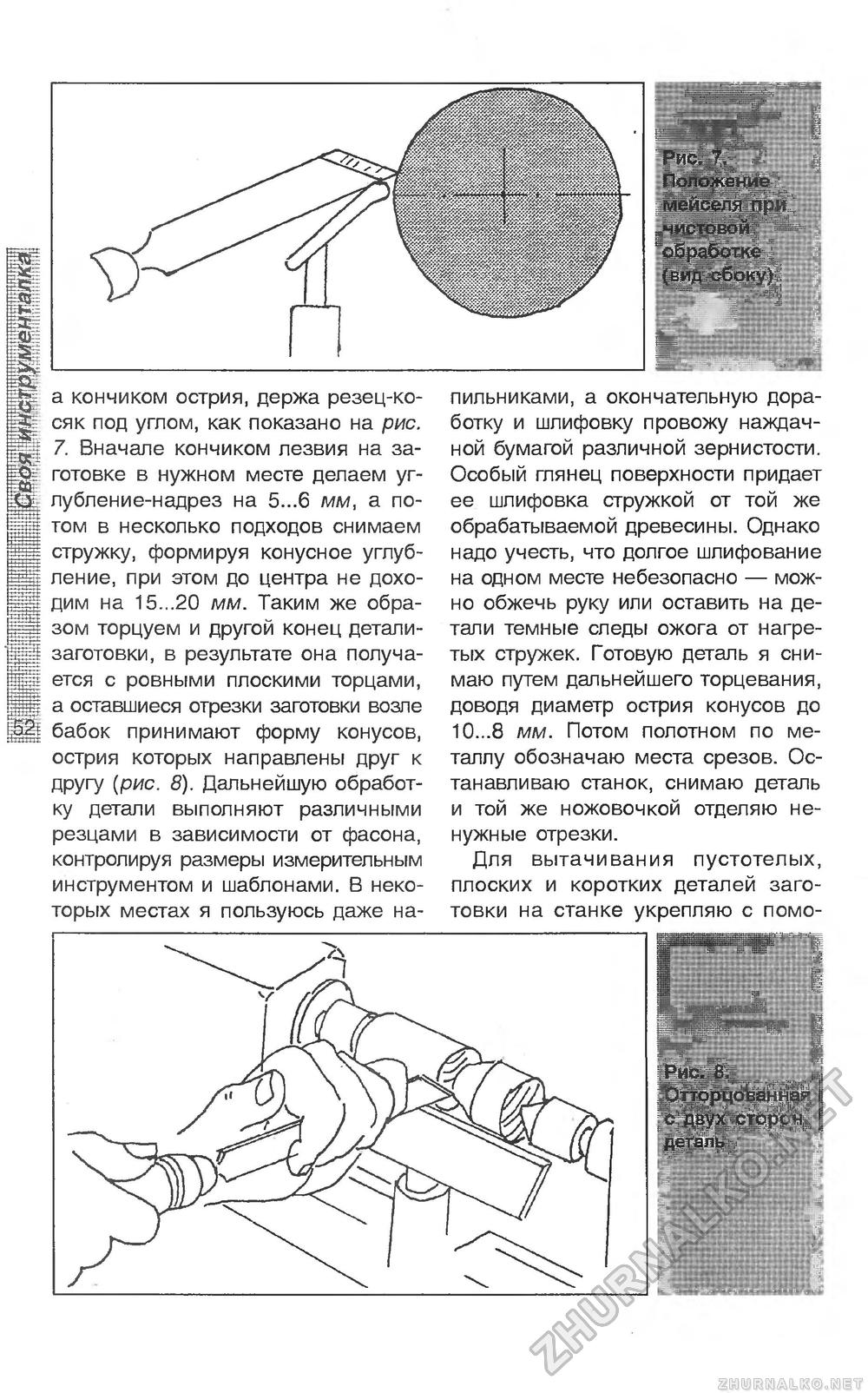
а кончиком острия, держа резец-ко-сяк под углом, как показано на рис. 7. Вначале кончиком лезвия на заготовке в нужном месте делаем углубление-надрез на 5...6 мм, а потом в несколько подходов снимаем стружку, формируя конусное углубление, при этом до центра не доходим на 15...20 мм. Таким же образом торцуем и другой конец детали-заготовки, в результате она получается с ровными плоскими торцами, а оставшиеся отрезки заготовки возле бабок принимают форму конусов, острия которых направлены друг к другу (рис. 8). Дальнейшую обработку детали выполняют различными резцами в зависимости от фасона, контролируя размеры измерительным инструментом и шаблонами. В некоторых местах я пользуюсь даже на пильниками, а окончательную доработку и шлифовку провожу наждачной бумагой различной зернистости. Особый глянец поверхности придает ее шлифовка стружкой от той же обрабатываемой древесины. Однако надо учесть, что долгое шлифование на одном месте небезопасно — можно обжечь руку или оставить на детали темные следы ожога от нагретых стружек. Готовую деталь я снимаю путем дальнейшего торцевания, доводя диаметр острия конусов до 10...8 мм. Потом полотном по металлу обозначаю места срезов. Останавливаю станок, снимаю деталь и той же ножовочкой отделяю ненужные отрезки. Для вытачивания пустотелых, плоских и коротких деталей заготовки на станке укрепляю с помо |








