Советы профессионалов 2006-02, страница 53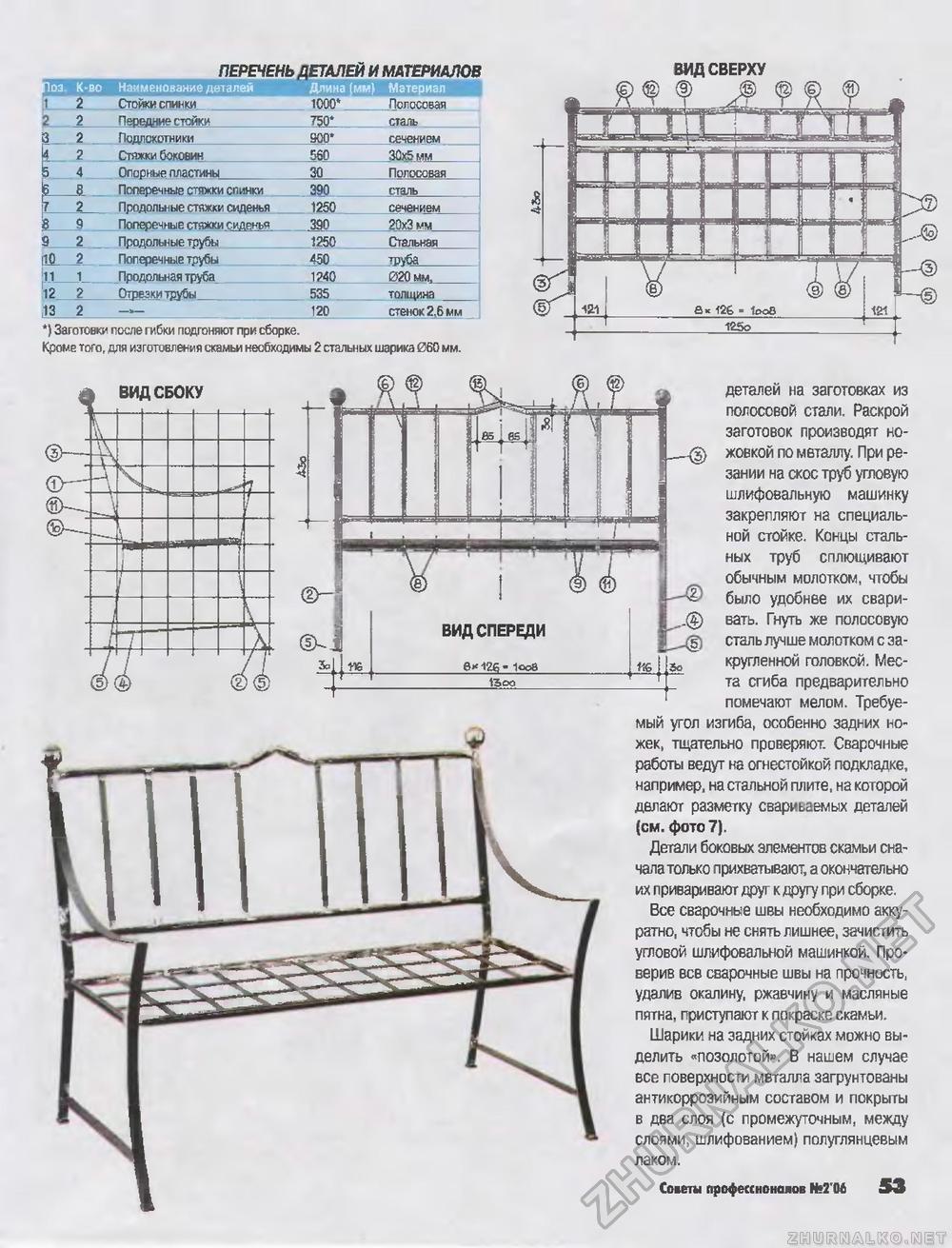
*) Заг"тови' чойГиЗ гибки подгоняю' при сборке Крпме того, для изготиьпения сжрмьи несб)(пд.'чы 2 стальных иарика JJ60 мм. ВИД СВЕРХУ *) Заг"тови' чойГиЗ гибки подгоняю' при сборке Крпме того, для изготиьпения сжрмьи несб)(пд.'чы 2 стальных иарика JJ60 мм. деталей на заготовках из юлоссвой стали. Раскрой За'ОТОВОК ПрОИЗЕОДЯ~ нО-__ (g, ховкой по металлу При резаки на скос гру^ угповуо шлифовальную машиику за.среплякг ьа специальной стойке. Концы с~аль-чых труб сплюциваюг обычным молотком, чтобы бь.ло удобнее их сваои-зать. Гнуть же полосовую сталь лучше золотком с закругленной голоекой. Места ииба предварительно помечают мелом Тоебуе-мый угол изгиба, особенно задних ножек, тщательно просеряют. Сварочные работы ведут на огнестойкой подкладке например на стальной плите накоторой делают разметку свариьаемых деталей (см фото?) Детали боковых элементов скамье гна-чала только прихватывают а окончательно их привар !вают шуг к д эуу юи сборке Все сварочные швы необхигимо аккуратно чтобы не снять лишнее зачистить ■угловой шлифовальной машинкой, Поо-верив все сварочные швы на прочность, удалив окалину, ржавчину и маслрчые пятна, приступают к покраске скамьи Шарики на задних стойках можио выделить «позолотой». В нашем случае все поверхности мв алла загрунтованы анти ;орроЗг!Йным составов и покрыты в два слоя (с промежуточным, между слоями, шлифэва 1ием) полуглянцеьым лаком. Совьгы ьрофесснона в i №2 06 - |








