Popular Woodworking 2002-04 № 127, страница 56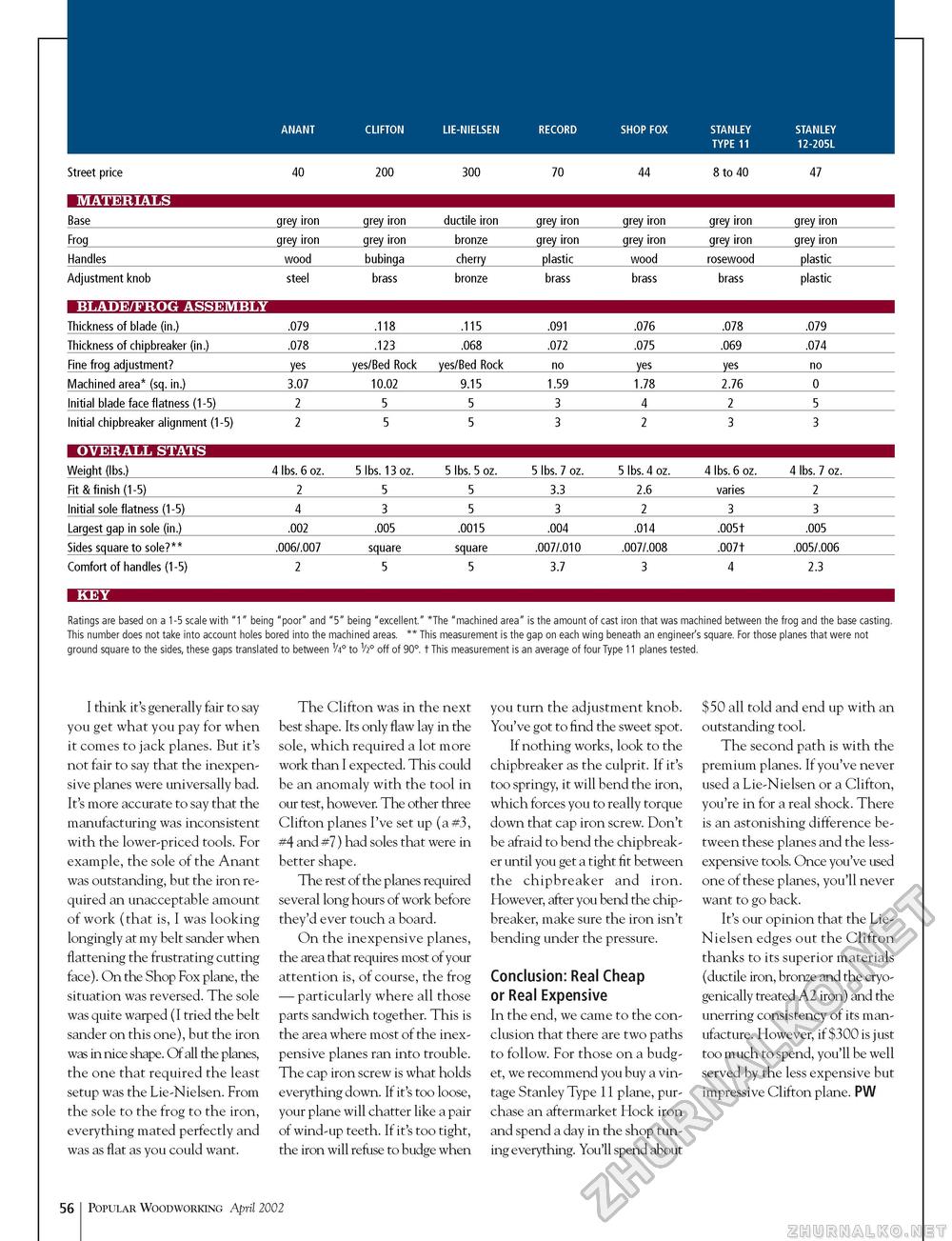
ANANT CLIFTON LIE-NIELSEN RECORD SHOP FOX STANLEY STANLEY TYPE 11 12-205L ANANT CLIFTON LIE-NIELSEN RECORD SHOP FOX STANLEY STANLEY TYPE 11 12-205L
Ratings are based on a 1-5 scale with "1" being "poor" and "5" being "excellent." *The "machined area" is the amount of cast iron that was machined between the frog and the base casting. This number does not take into account holes bored into the machined areas. ** This measurement is the gap on each wing beneath an engineer's square. For those planes that were not ground square to the sides, these gaps translated to between 1/4° to 1/2° off of 90°. t This measurement is an average of four Type 11 planes tested. Ratings are based on a 1-5 scale with "1" being "poor" and "5" being "excellent." *The "machined area" is the amount of cast iron that was machined between the frog and the base casting. This number does not take into account holes bored into the machined areas. ** This measurement is the gap on each wing beneath an engineer's square. For those planes that were not ground square to the sides, these gaps translated to between 1/4° to 1/2° off of 90°. t This measurement is an average of four Type 11 planes tested. I think it's generally fair to say you get what you pay for when it comes to jack planes. But it's not fair to say that the inexpensive planes were universally bad. It's more accurate to say that the manufacturing was inconsistent with the lower-priced tools. For example, the sole of the Anant was outstanding, but the iron required an unacceptable amount of work (that is, I was looking longingly at my belt sander when flattening the frustrating cutting face). On the Shop Fox plane, the situation was reversed. The sole was quite warped (I tried the belt sander on this one), but the iron was in nice shape. Of all the planes, the one that required the least setup was the Lie-Nielsen. From the sole to the frog to the iron, everything mated perfectly and was as flat as you could want. The Clifton was in the next best shape. Its only flaw lay in the sole, which required a lot more work than I expected. This could be an anomaly with the tool in our test, however. The other three Clifton planes I've set up (a #3, #4 and #7) had soles that were in better shape. The rest of the planes required several long hours of work before they'd ever touch a board. On the inexpensive planes, the area that requires most of your attention is, of course, the frog — particularly where all those parts sandwich together. This is the area where most of the inexpensive planes ran into trouble. The cap iron screw is what holds everything down. If it's too loose, your plane will chatter like a pair of wind-up teeth. If it's too tight, the iron will refuse to budge when you turn the adjustment knob. You've got to find the sweet spot. If nothing works, look to the chipbreaker as the culprit. If it's too springy, it will bend the iron, which forces you to really torque down that cap iron screw. Don't be afraid to bend the chipbreak-er until you get a tight fit between the chipbreaker and iron. However, after you bend the chip-breaker, make sure the iron isn't bending under the pressure. Conclusion: Real Cheap or Real Expensive In the end, we came to the conclusion that there are two paths to follow. For those on a budget, we recommend you buy a vintage Stanley Type 11 plane, purchase an aftermarket Hock iron and spend a day in the shop tuning everything. You'll spend about $50 all told and end up with an outstanding tool. The second path is with the premium planes. If you've never used a Lie-Nielsen or a Clifton, you're in for a real shock. There is an astonishing difference between these planes and the less-expensive tools. Once you've used one of these planes, you'll never want to go back. It's our opinion that the Lie-Nielsen edges out the Clifton thanks to its superior materials (ductile iron, bronze and the cryo-genically treated A2 iron) and the unerring consistency of its manufacture. However, if $300 is just too much to spend, you'll be well served by the less expensive but impressive Clifton plane. PW 56 Popular Woodworking April 2002 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||








