Popular Woodworking 2005-10 № 150, страница 78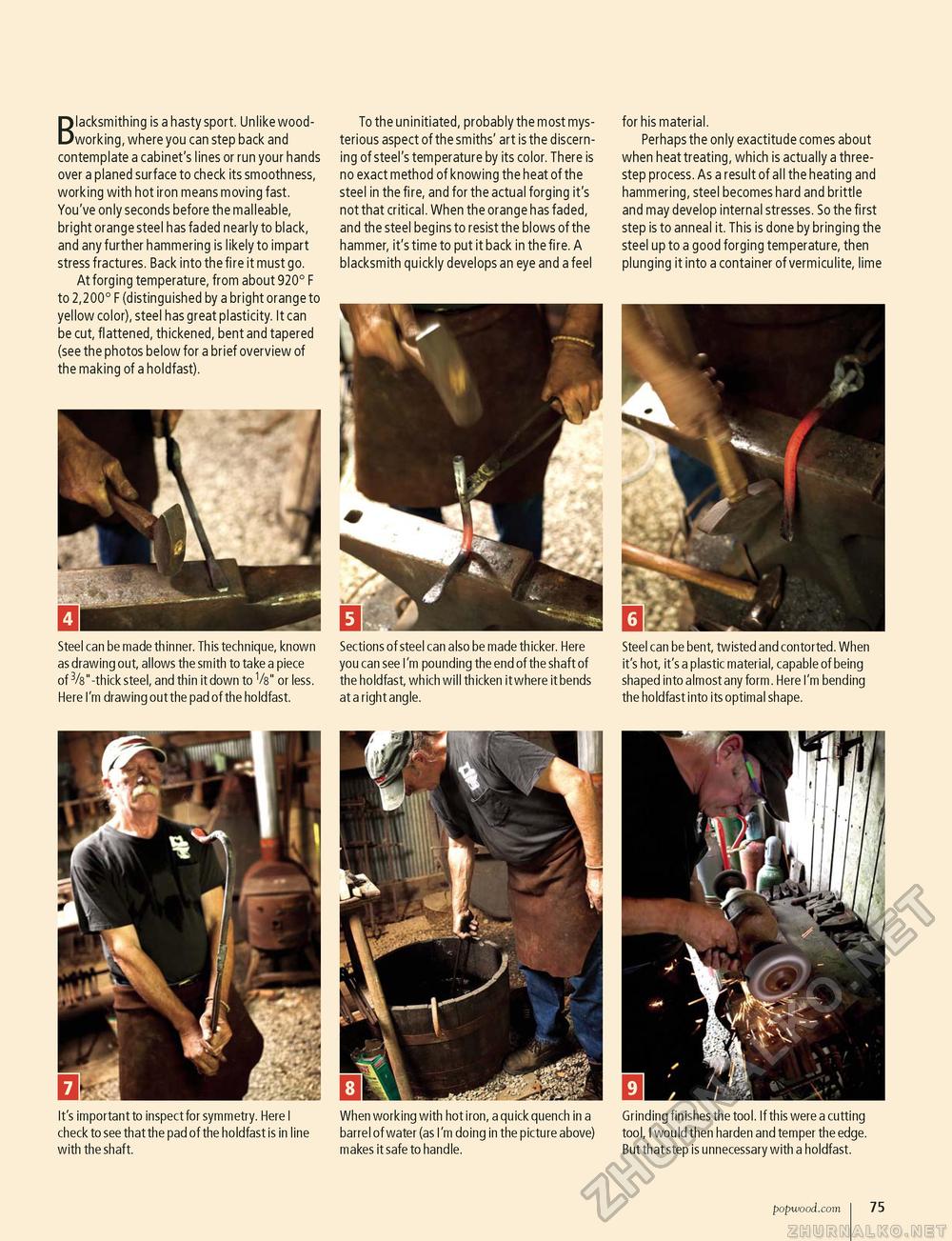
Blacksmithing is a hasty sport. Unlike woodworking, where you can step back and contemplate a cabinet's lines or run your hands over a planed surface to check its smoothness, working with hot iron means moving fast. You've only seconds before the malleable, bright orange steel has faded nearly to black, and any further hammering is likely to impart stress fractures. Back into the fire it must go. At forging temperature, from about 920° F to 2,200° F (distinguished by a bright orange to yellow color), steel has great plasticity. It can be cut, flattened, thickened, bent and tapered (see the photos below for a brief overview of the making of a holdfast). It's important to inspect for symmetry. Here I check to see that the pad of the holdfast is in line with the shaft. To the uninitiated, probably the most mysterious aspect of the smiths' art is the discerning of steel's temperature by its color. There is no exact method of knowing the heat of the steel in the fire, and for the actual forging it's not that critical. When the orange has faded, and the steel begins to resist the blows of the hammer, it's time to put it back in the fire. A blacksmith quickly develops an eye and a feel Sections of steel can also be made thicker. Here you can see I'm pounding the end of the shaft of the holdfast, which will thicken it where it bends at a right angle. When working with hot iron, a quick quench in a barrel of water (as I'm doing in the picture above) makes it safe to handle. for his material. Perhaps the only exactitude comes about when heat treating, which is actually a three-step process. As a result of all the heating and hammering, steel becomes hard and brittle and may develop internal stresses. So the first step is to anneal it. This is done by bringing the steel up to a good forging temperature, then plunging it into a container of vermiculite, lime Steel can be bent, twisted and contorted. When it's hot, it's a plastic material, capable of being shaped into almost any form. Here I'm bending the holdfast into its optimal shape. Grinding finishes the tool. If this were a cutting tool, I would then harden and temper the edge. But that step is unnecessary with a holdfast. Steel can be made thinner. This technique, known as drawing out, allows the smith to take a piece of 3/s"-thick steel, and thin it down to Vs" or less. Here I'm drawing out the pad of the holdfast. popwood.com i 75 |








