Техника - молодёжи 1936-01, страница 11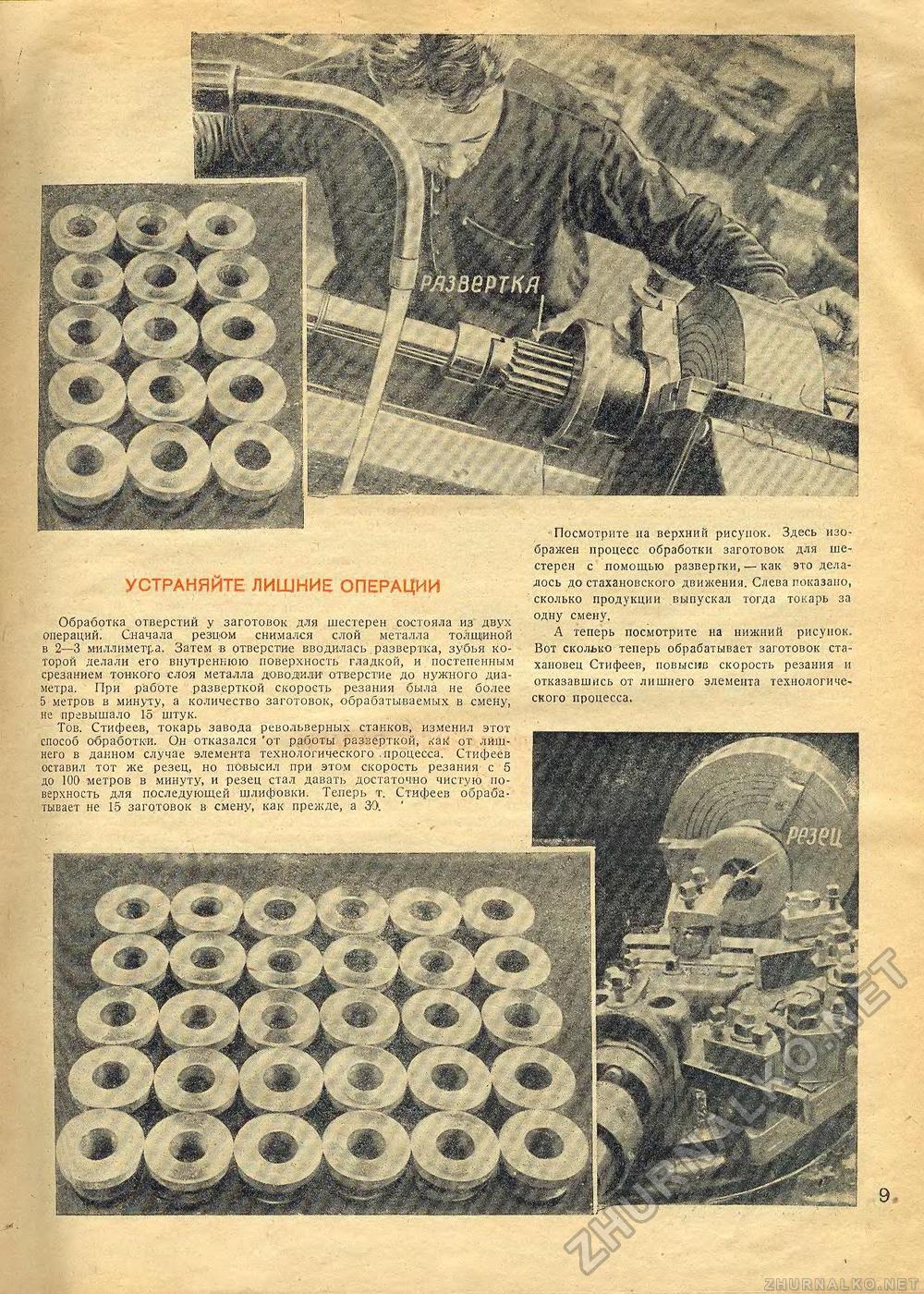
Посмотрите на верхний рисунок. Здесь изображен процесс обработки заготовок для шестерен с'помощью развертки, — как это делалось до стахановского движения. Слева показано, сколько продукции выпускал тогда токарь за одну смену. А теперь посмотрите на нижний рисунок. Вот сколько теперь обрабатывает заготовок стахановец Стифеев, повысив скорость резания и отказавшись от лишнего элемента технологического процесса. УСТРАНЯЙТЕ ЛИШНИЕ ОПЕРАЦИИ Обработка отверстий у заготовок для шестерен состояла из двух операций. Сначала резцом снимался слой металла толщиной в 2—3 миллиметра. Затем в отверстие вводилась развертка, зубья которой делали его внутреннюю поверхность гладкой, и постепенным срезанием тонкого слоя металла доводили1 отверстие до нужного диаметра. При работе разверткой скорость резания была не более 5 метров в минуту, а количество заготовок, обрабатываемых в смену, не превышало 15 штук. Тов. Стифеев, токарь завода револьверных станков, изменил этот способ обработки. Он отказался'от работы разверткой, как от лишнего в данном случае элемента технологического .процесса. Стифеев оставил тот же резец, но повысил при этом скорость резания с 5 до 100 метров в минуту, и резец стал давать достаточно чистую поверхность для последующей шлифовки. Теперь т. Стифеев обрабатывает не 15 заготовок в- смену, как прежде, а ЖХ э |








