Техника - молодёжи 1951-04, страница 5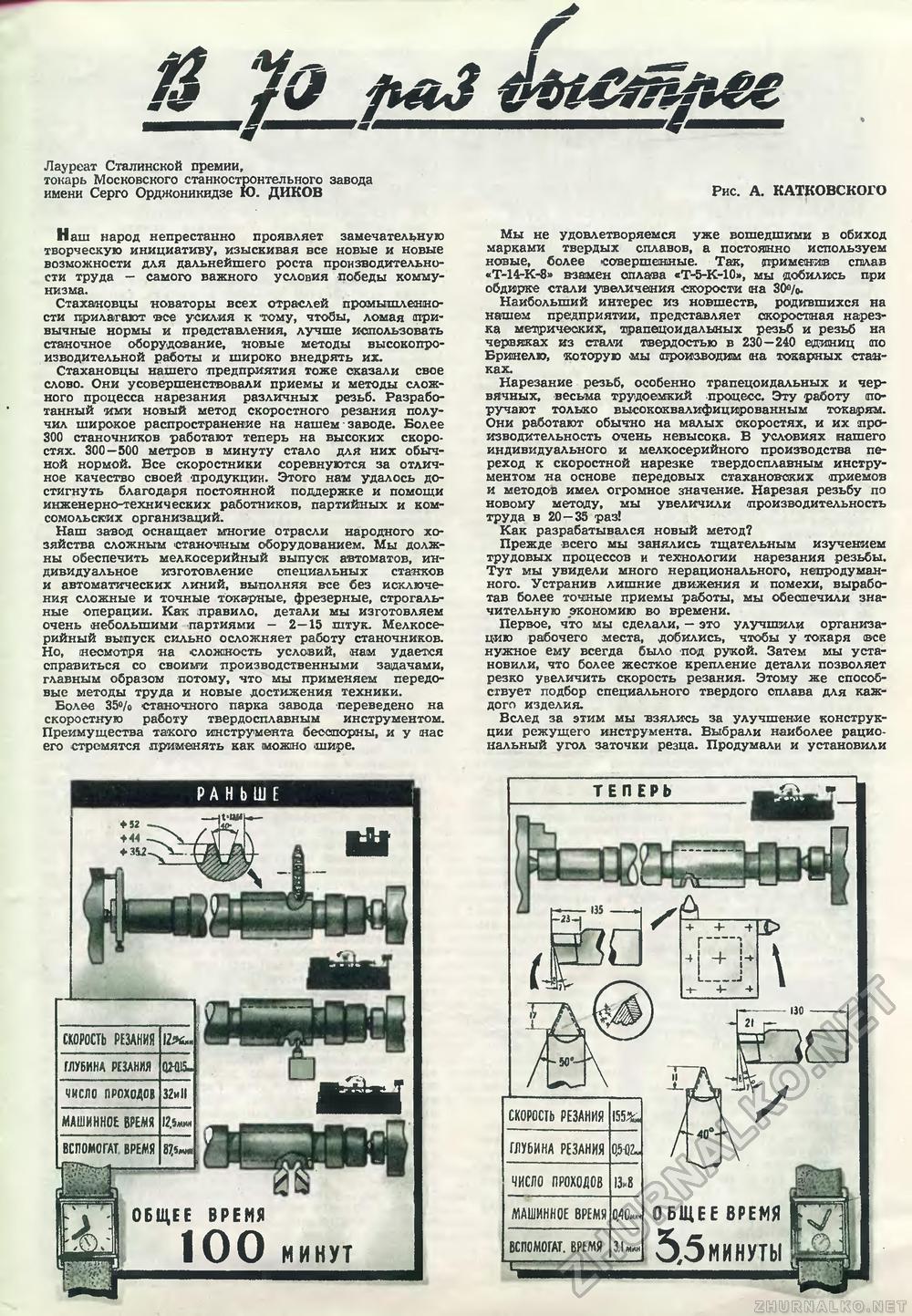
Лауреат Сталинской премии. Toiic pb Московского стапчостронте ого завода имени Серго Орджоникидзе Ю ДИКОВ Рис. А. КАТКОВСКОГО Наш народ непрестанно проявляет за] (ечетельн^ .о твор"еску*о инициативу, 131 [скивая все новые и не вне возможности для дальнейшего роета про„зводи/ельно-сти труда — самого важного условия псоеды коьллу-ни зма. Сга~ановцы новаторы всех отра лей м«шл( нно-сти прилагают все усилля к тому, чтобы, ломая привычные нормы и представления, лучше использовать станс ч не оборудование, новые методы высокопроизводительной раооты и широко внедрять и.. Стахановцы нашего предприятия тож? сказа..и свое слово. Очи успвершенство шли приемы и методы сложного п рпцесса нарезания различных резни. Разработанный ими новый метод скоростного резания получил широкое распространение на нашем заводе. Бол :е 300 станочников работает теперь на высоких скоростях. 300 -500 -.егров в минуту стало для них оЬьгч-нгй нормой. Все скоростники _ орпвную-гся за отличное качество своей продукции Этого начи удалось достигнуть благодаря постоянной поддержке и помощи инженерно технических работников, партийных и комсомольских оргагиагчий. ] 1аш завод оснащдет многие отрасли нарезного хозяйства сложным с "аночш'м оборудованием. Мы должны обе спечить мелкосерийный выпуск а гсомаьов, индивидуальное из"отор/ени« специальных станков и автоматических линий, выполняя все Сез исключения сложные и точные 1.ока<рные, фрезерные, строгальные операци л. Как правило, детали мы изготовляем очень небольшими партиями — 2—15 штук. Мелкосерийный выпуск сильно осложняет работу станочников. Но, несмотря на сложность условий, нам удаемся справиться со своими прои шодственными задачами, главным обра юм потому, что лы применяем передовые методы "руда и новые достижения техники. Бол^е 35% стрночлого парка завода переведено на скоростну о работу твердос1;лавным инструментом. Преимущества такого инструмента бесспорны, и у нас его crpi мятся щяте нять как ложно шире. Мы не удовлетворяемся уже вошедигггми в обиход марками твердых сш.гвое, е. пост >яннс используем нгзы'- юлее совершенные. [ jk, ррименпв сплав « Г-14-К-8» взамен сплава г'Г-5-K-lO», мы с,сбились при оидирк-: стали увеличения скорости на 307о. Наибольший интерес из ногшеств, родившихс:; на нашем предприятии, npi дставляет оке]: осгная нарезка метрических, ттаапецоидальн!ix резьб и резьб на червяках из стали твердостью в 230 —240 гдиниц tiro Бринелгз, «ovopyn мы ^роизвогим на токарных сган• как. Нарезание резьб, особенно грапецоидальы ix и червячных, весьтш трудоемкий процесс. Эту работу поручают только высококвалифии егр< ванным - эка/ряы. Они работают обычно на малых скоростях, и их пбо-изводительность очень невысока В условьяг нашего индивидуального и i [елкосерлйного производства пе-оеход к скоростной нареаке твердосплавные инструментом на основ : передовых стахановски* прием >в и методе в имел огромное значение. Нарезая резьбу по новому w/ow, лы увеличили производите эностъ труда в 20—35 par! Как разрабатывался новый метод? Прежде гсего мы зан] лись тщательным изучени< м трудовых процессов и технологии нлрезания резьбы. Тут мы увидели мною нерационального, непродуманного. Устранив лишние движения и помехи, выработав Солее "очные приемы работы, мы обеспечили wa-чи ельную экономию во времени. Первое, ч-о мы сделали, — это улучшил i организацию рабочего места, добились, чтебы у тодаря иси нужное ему всегда Сыло под рукой. За'.ем мы установили, что более жесткое крепление детали позволяет резко урелпчить скорость резания. Этому же способствует подбор специального твердого оп\рва для каждого изделш_ Вслед за этим мы взялиа зс улучпн ние конструкции режущего инструмента. ЕЬ'Зрали наиболее рацио-лальный угол за .очки уе ца. Продумали и уст; ловили РАНЬШЕ
ОБЩЕЕ ВРЕМ)! 100 МИНУТ
ОБЩЕЕ ВРЕМЯ 45 минуты |
||||||||||||||||||||||








