Юный техник 1974-12, страница 73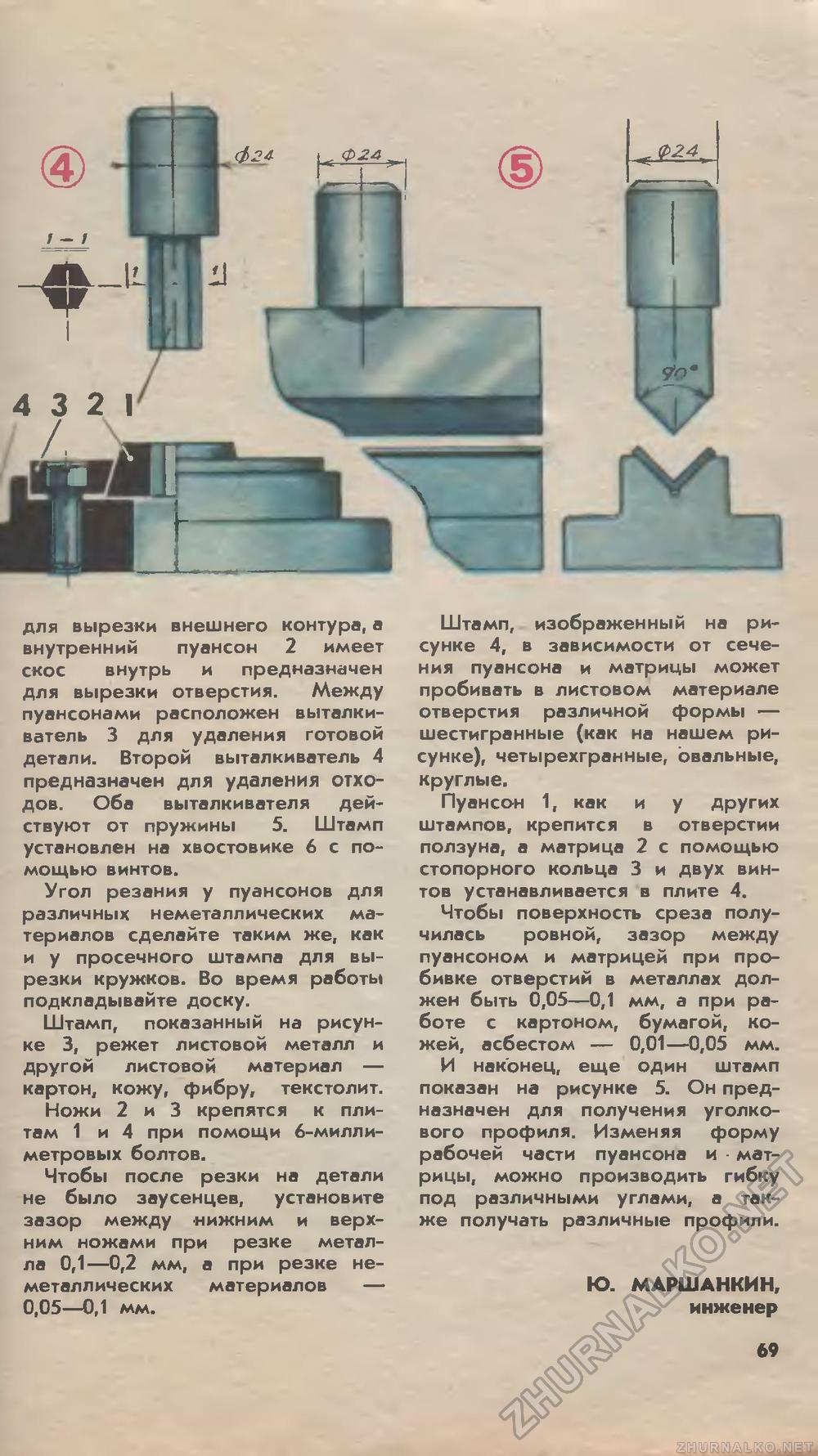
для вырезки внешнего контура, а внутренний пуансон 2 имеет скос внутрь и предназначен для вырезки отверстия. Между пуансонами расположен выталки-ватег 3 д 1я удаления готовой детали. Второй выталкиватель 4 предназначен для удаления отходов. Оба выталкивателя действуют от пружины 5. Штамп установлен на х остовике 6 с помощью винт Угол резания у пуансонов для различных неметалгических материалов сделайте таким же, как и у просечного штампа для вырезки кружков. Во время работы подкладывайте доску Штамп, показанный на рисунке 3, пежет листовой ме^лл и другой листовой материал — картон, кожу, фибру, текстолит. Ножи 2 и 3 крепят< к плитам 1 и 4 три помощи 6-милли-метр >ых болтов. Чтоб после резки на детали не было заусенцев, устанг ите зазор между нижним и верхним ножами при резке металла 0,1—0,2 мм, а при резке неметаллических материалов — 0,05—0,1 мм. Штамп, изображенный на рисунке 4, в зависимости от сечения пуансона и матрицы может пробивать в пистовом материале отверстия различной форл — шестигранные (как на нашем рисунке), четырехгранные, с - »л ые, круглые, Пуансон 1, как и у других штампов, крепится в от! рстии ползуна, а матрица 2 с помои ю стопорного кош а 3 и двух винтов устанавливает i ь плите 4. Чтобы поверхность среза получилась ровной, зазор между пуансоном и матрицей при пробивке отверстий в металлах должен быть 0,05—0,1 мм, а при работе с картоном, бумагой, кожей, асбестом — 0,0Т —0,05 мм И наконец, еще один штамп показан на рисунке 5. Он пред назначен для получен! . уголкового профиля Изменяя форму рабочей части пуансона и матрицы, можно производит!, гибку под различными углами, а также получать различные профили. Ю. МАРШАНКИН, инженер 69 |








