Сам себе мастер 1998-01, страница 17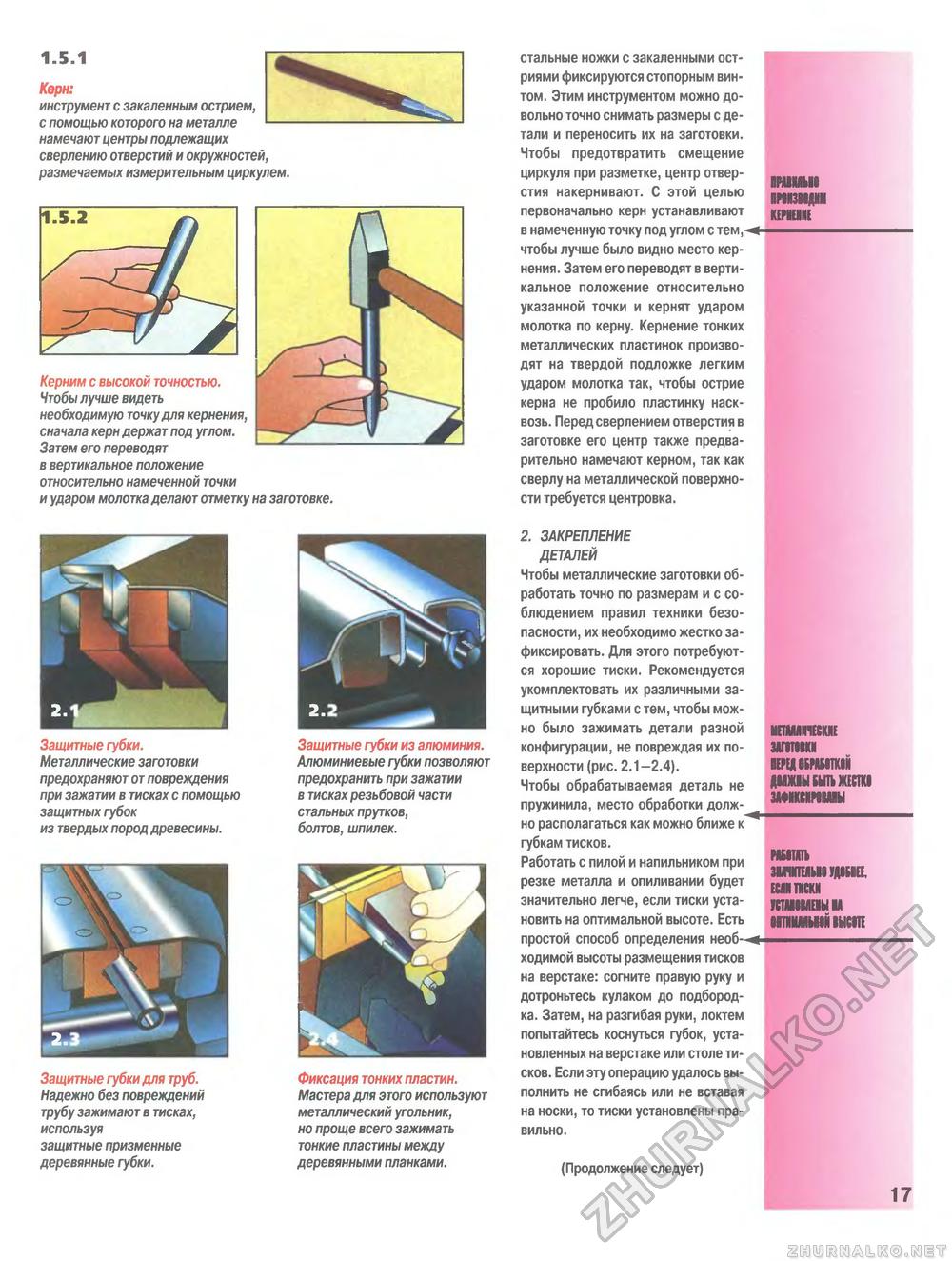
1.5.1 Керн: инструмент с закаленным острием с помощью которого на металле намечают центры подлежащие сверлению отверстий и окружностей, размечаемых измеоительным циркулем Керним с высокой точностью. Чтобы луше видеть необходимую точку для кернения, сначала керн держат под углом Затем его переводят в вертикальное положение относительно намеченной точки и ударом молотка делают отметку на заготовке. стальные ножки с закаленными остриями фиксируются стопорным винтом. Этим инструментом можно довольно точно снимать размеры с детали и переносить их на заготовки. Чтобы предотвратить смещение циркуля при рэзметке, центр отверстия накернивают. С этой целью первоначально керн устанавливают в намеченную точку под углом с тем «*• чтобы лучше было видно место кернения Затем его переводят в вертикальное положение относительно указанной точки и кернят ударом молотка по керну. Керненис тонких металлических пластинок производят на твердой подложке легким ударом молотка так, чтобы острие керна не пробило пластинку насквозь. Перед сверлением отверстия в заготовке его центр также предварительно намечают керном, так как сверлу на металлической поверхности требуется центровка. ПНМ№ чпшлш ipi Защитные губки. Металлические заготовки предохраняют от повреждения при зажатии в тисках с помощью зэщитных губок из твердых пород древесины. Защитные i убки для труб. Надежно без повреждений трубу зажимают в тисках, используя защитные призменные деревянные губки. Защитные губки из алюминия. Алюминиевые губки позволяют предохранить при зажатии в тисках резьбовой части стальных прутков, болтов , шпилек. Фиксация тонких пластин. Мастере для этого используют металлический угольник, но проще всего зажимать тонкие пластины между деревянными планками. 2. ЗАКРЕПЛЕНИЕ ДЕТАЛЕЙ Чтобы металлические заготовки обработать точно по размерам и с соблюдением правил техники безопасности, их необходимо жестко зафиксировать. Для этого потребуются хорошие тиски. Рекомендуется укомплекговать их различными защитными губками с тем, чтобы можно было зажимать детали разной конфигурации, не повреждая их поверхности (рис. 2.1-2.4). Чтобы обрабатываемая деталь не пружинила, место обработки должно располагаться как можно ближе к" губкам тисков. Работать с пилой и напильником при резке металла и опиливании будет значительно легче, если тиски установить на оптимальной высоте. Есть простой способ определения необ-^ ходимой высоты размещения тисков на верстаке: согните правую руку и дотроньтесь кулаком до подбородка. 3ai ем, на разгибая пуки, локтем попытзитесь коснуться губок, установленных на верстаке или столе тисков. Если эту операцию удалось выполнить не сгибаясь или не вставая на носки, то тиски установлены правильно. (Продолжение следует) ИПМНПККШ лгаши щдюпнткой ЦМЖВЫ ВЫТЬ ЖЕСТМ МФНКМКиШ m замш--WUO, m тки fCTMIIIttftr и чтшъпйшет 17 |








