Сам себе мастер 2003-06, страница 32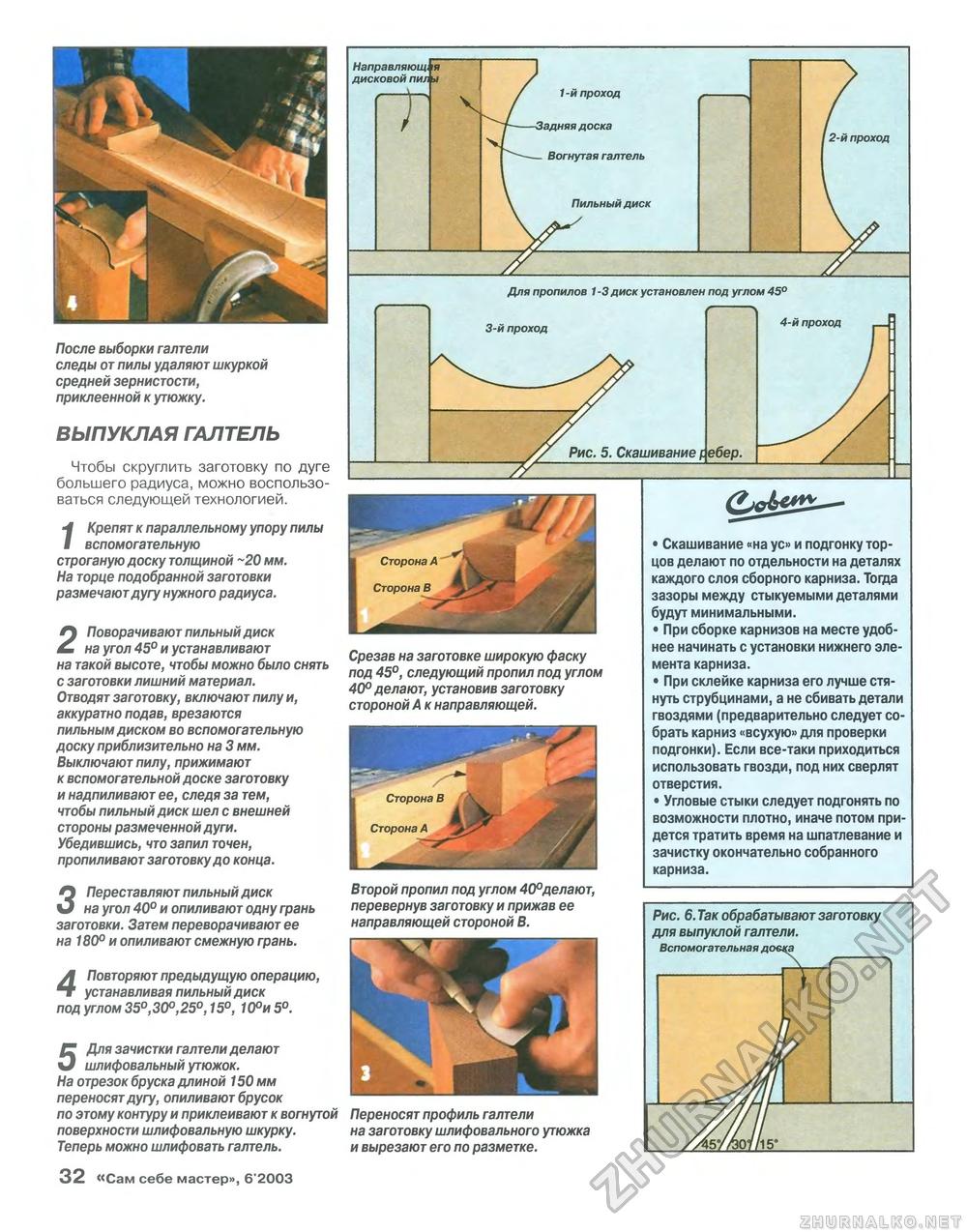
Направляющfi дисковой пт 1-й проход \адняя доска Вогнутая галтель Пильный диск 2-й проход Для пропилов 1-3 диск установлен под углом 45° Срезав на заготовке широкую фаску под 45°, следующий пропил под углом 40° делают, установив заготовку стороной А к направляющей. После выборки галтели следы от пилы удаляют шкуркой средней зернистости, приклеенной к утюжку. ВЫПУКЛАЯ ГАЛТЕЛЬ Чтобы скруглить заготовку по дуге большего радиуса, можно воспользоваться следующей технологией. А Крепят к параллельному упору пилы I вспомогательную строганую доску толщиной -20 мм. На торце подобранной заготовки размечают дугу нужного радиуса. 2 Поворачивают пильный диск на угол 45° и устанавливают на такой высоте, чтобы можно было снять с заготовки лишний материал. Отводят заготовку, включают пилу и, аккуратно подав, врезаются пильным диском во вспомогательную доску приблизительно на 3 мм. Выключают пилу, прижимают к вспомогательной доске заготовку и надпиливают ее, следя за тем, чтобы пильный диск шел с внешней стороны размеченной дуги. Убедившись, что запил точен, пропиливают заготовку до конца. 3 Переставляют пильный диск на угол 40° и опиливают одну грань заготовки. Затем переворачивают ее на 180° и опиливают смежную грань. 4 Повторяют предыдущую операцию, устанавливая пильный диск под углом 35°, 30°, 25°, 15°, 10°и5°. 5 Для зачистки галтели делают шлифовальный утюжок. На отрезок бруска длиной 150 мм переносят дугу, опиливают брусок по этому контуру и приклеивают к вогнутой Переносят профиль галтели поверхности шлифовальную шкурку. на заготовку шлифовального утюжка Теперь можно шлифовать галтель. и вырезают его по разметке. Второй пропил под углом 40°делают, перевернув заготовку и прижав ее направляющей стороной В. • Скашивание «на ус» и подгонку торцов делают по отдельности на деталях каждого слоя сборного карниза. Тогда зазоры между стыкуемыми деталями будут минимальными. • При сборке карнизов на месте удобнее начинать с установки нижнего элемента карниза. • При склейке карниза его лучше стянуть струбцинами, а не сбивать детали гвоздями (предварительно следует собрать карниз «всухую» для проверки подгонки). Если все-таки приходиться использовать гвозди, под них сверлят отверстия. • Угловые стыки следует подгонять по возможности плотно, иначе потом придется тратить время на шпатлевание и зачистку окончательно собранного карниза. Рис. 6. Так обрабатывают заготовку для выпуклой галтели. Вспомогательная досца 1 О «Сам себе мастер», 6 2003 |








