Сделай Сам (Знание) 1994-04, страница 22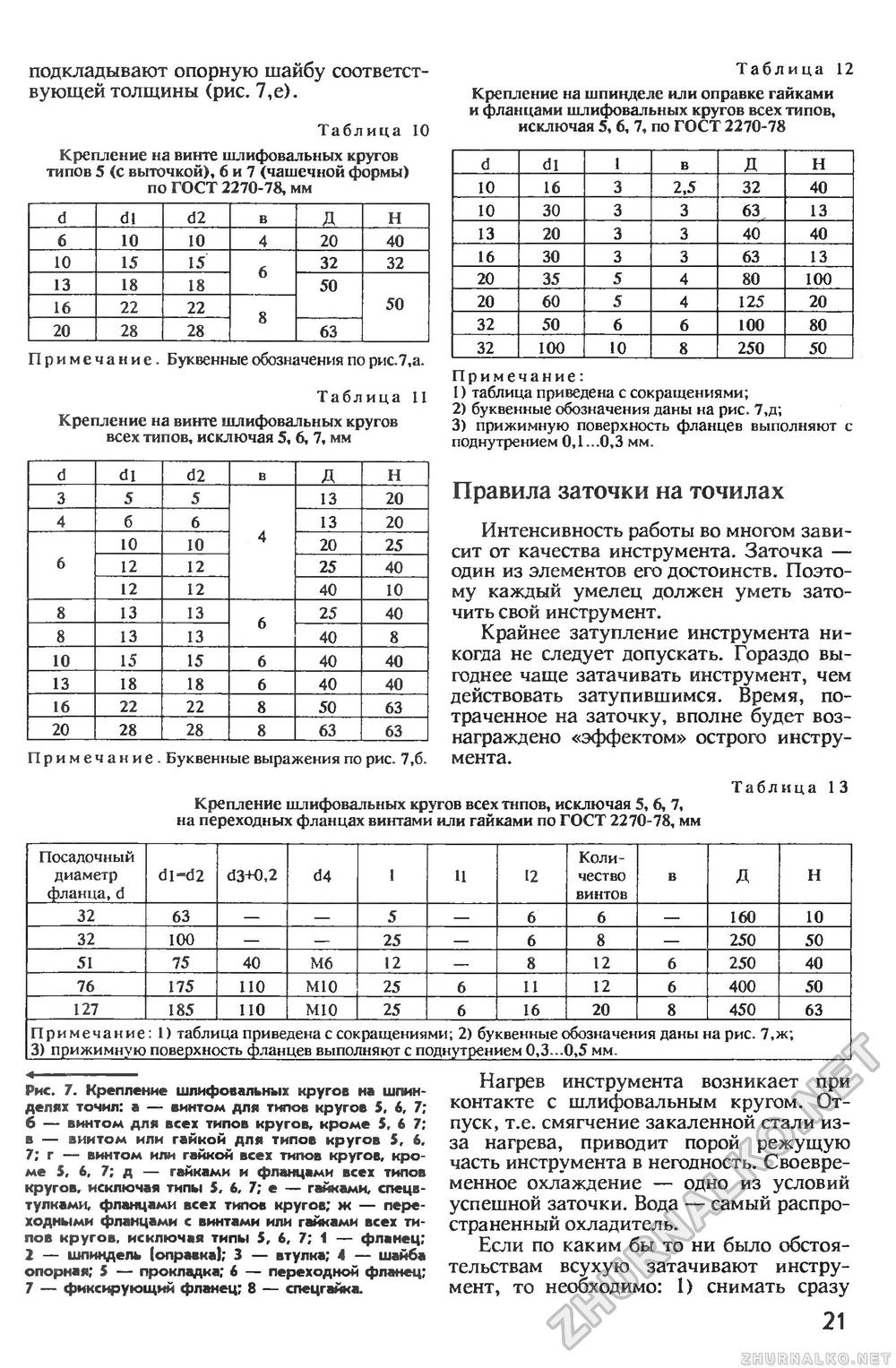
подкладывают опорную шайбу соответствующей толщины (рис. 7,е). Таблица 10 Крепление на винте шлифовальных кругов типов 5 (с выточкой), б и 7 (чашечной формы) по ГОСТ 2270-78, мм Примечание. Буквенные обозначения по рис.7,а. Таблица 11 Крепление на винте шлифовальных кругов всех типов, исключая 5, 6, 7, мм Таблица 12 Крепление на шпинделе или оправке гайками и фланцами шлифовальных кругов всех типов, исключая 5, б, 7, по ГОСТ 2270-78
Примечание: 1) таблица приведена с сокращениями; 2) буквенные обозначения даны на рис. 7,д; 3) прижимную поверхность фланцев выполняют с поднутрением 0,1...0,3 мм. Таблица 10
Правила заточки на точилахИнтенсивность работы во многом зависит от качества инструмента. Заточка — один из элементов его достоинств. Поэтому каждый умелец должен уметь заточить свой инструмент. Крайнее затупление инструмента никогда не следует допускать. Гораздо выгоднее чаще затачивать инструмент, чем действовать затупившимся. Время, потраченное на заточку, вполне будет вознаграждено «эффектом» острого инструмента. Таблица 13 Крепление шлифовальных кругов всех типов, исключая 5, 6, 7, на переходных фланцах винтами или гайками по ГОСТ 2270-78, мм Таблица 11
Примечание. Буквенные выражения по рис. 7,6. Примечание. Буквенные выражения по рис. 7,6. Таблица 13
Рис. 7. Крепление шлифовальных кругов на шпинделях точил: а — винтом для типов кругов 5, 6, 7; 6 — винтом для всех типов кругов, кроме 5, 6 7; в — винтом или гайкой для типов кругов 5, 6, 7; г — винтом или гайкой всех типов кругов, кроме 5, 6, 7; д — гайками и фланцами всех типов кругов, исключая типы 5, 6, 7; е — гайками, спецвтулками, фланцами всех типов кругов; ж — переходными фланцами с винтами или гайками всех типов кругов, исключая типы 5, 6, 7; 1 — фланец; 2 — шпиндель (оправка); 3 — втулка; 4 — шайба опорная; 5 — прокладка; 6 — переходной фланец; 7 — фиксирующий фланец; 8 — спецгайка. Нагрев инструмента возникает при контакте с шлифовальным кругом. Отпуск, т.е. смягчение закаленной стали из-за нагрева, приводит порой режущую часть инструмента в негодность. Своевременное охлаждение — одно из условий успешной заточки. Вода — самый распространенный охладитель. Если по каким бы то ни было обстоятельствам всухую затачивают инструмент, то необходимо: 1) снимать сразу 21 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||








