Сделай Сам (Знание) 1994-04, страница 9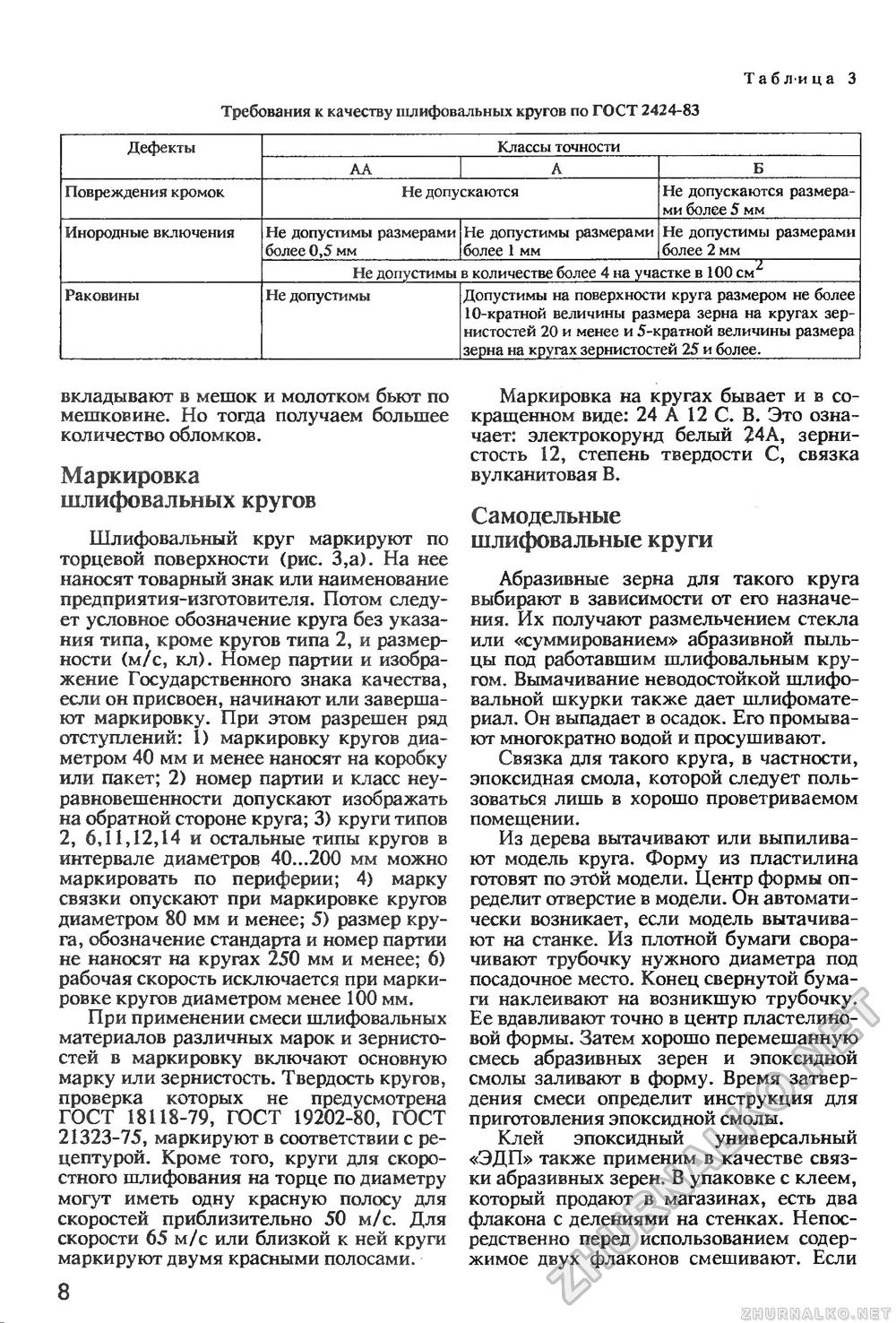
Таблица 12 Требования к качеству шлифовальных кругов по ГОСТ 2424-83 Требования к качеству шлифовальных кругов по ГОСТ 2424-83
вкладывают в мешок и молотком бьют по мешковине. Но тогда получаем большее количество обломков. Маркировка шлифовальных круговШлифовальный круг маркируют по торцевой поверхности (рис. 3,а). На нее наносят товарный знак или наименование предприятия-изготовителя. Потом следует условное обозначение круга без указания типа, кроме кругов типа 2, и размерности (м/с, кл). Номер партии и изображение Государственного знака качества, если он присвоен, начинают или завершают маркировку. При этом разрешен ряд отступлений: 1) маркировку кругов диаметром 40 мм и менее наносят на коробку или пакет; 2) номер партии и класс неуравновешенности допускают изображать на обратной стороне круга; 3) круги типов 2, 6,11,12,14 и остальные типы кругов в интервале диаметров 40...200 мм можно маркировать по периферии; 4) марку связки опускают при маркировке кругов диаметром 80 мм и менее; 5) размер круга, обозначение стандарта и номер партии не наносят на кругах 250 мм и менее; 6) рабочая скорость исключается при маркировке кругов диаметром менее 100 мм. При применении смеси шлифовальных материалов различных марок и зернисто-стей в маркировку включают основную марку или зернистость. Твердость кругов, проверка которых не предусмотрена ГОСТ 18118-79, ГОСТ 19202-80, ГОСТ 21323-75, маркируют в соответствии с рецептурой. Кроме того, круги для скоростного шлифования на торце по диаметру могут иметь одну красную полосу для скоростей приблизительно 50 м/с. Для скорости 65 м/с или близкой к ней круги маркируют двумя красными полосами. Маркировка на кругах бывает и в сокращенном виде: 24 А 12 С. В. Это означает: электрокорунд белый 24А, зернистость 12, степень твердости С, связка вулканитовая В. Самодельные шлифовальные кругиАбразивные зерна для такого круга выбирают в зависимости от его назначения. Их получают размельчением стекла или «суммированием» абразивной пыльцы под работавшим шлифовальным кругом. Вымачивание неводостойкой шлифовальной шкурки также дает шлифомате-риал. Он выпадает в осадок. Его промывают многократно водой и просушивают. Связка для такого круга, в частности, эпоксидная смола, которой следует пользоваться лишь в хорошо проветриваемом помещении. Из дерева вытачивают или выпиливают модель круга. Форму из пластилина готовят по этой модели. Центр формы определит отверстие в модели. Он автоматически возникает, если модель вытачивают на станке. Из плотной бумаги сворачивают трубочку нужного диаметра под посадочное место. Конец свернутой бумаги наклеивают на возникшую трубочку. Ее вдавливают точно в центр пластелино-вой формы. Затем хорошо перемешанную смесь абразивных зерен и эпоксидной смолы заливают в форму. Время затвердения смеси определит инструкция для приготовления эпоксидной смолы. Клей эпоксидный универсальный «ЭДП» также применим в качестве связки абразивных зерен. В упаковке с клеем, который продают в магазинах, есть два флакона с делениями на стенках. Непосредственно перед использованием содержимое двух флаконов смешивают. Если 8 |
||||||||||||||||||||||








