Сделай Сам (Знание) 1995-03, страница 85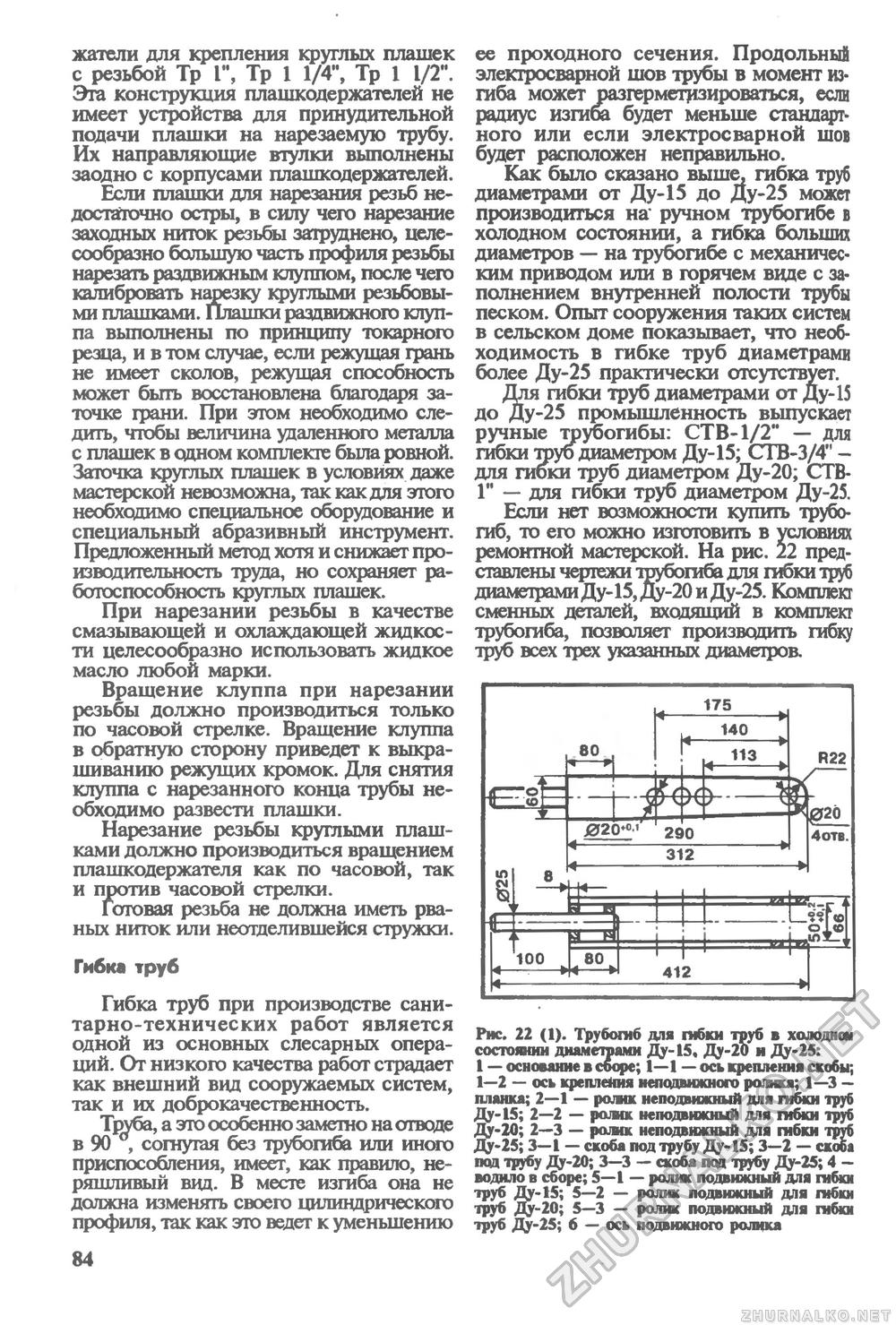
жатели для крепления круглых плашек с резьбой Тр I", Тр 1 1/4", Тр 1 1/2". Эта конструкция плашкодержателей не имеет устройства для принудительной подачи плашки на нарезаемую трубу. Их направляющие втулки выполнены заодно с корпусами плашкодержателей. Если плашки для нарезания резьб недостаточно остры, в силу чего нарезание заходных ниток резьбы затруднено, целесообразно большую часть профиля резьбы нарезать раздвижным клуппом, после чего калибровать нарезку круглыми резьбовыми плашками. Плашки раздвижного клуппа выполнены по принципу токарного резца, и в том случае, если режущая грань не имеет сколов, режущая способность может бьпъ восстановлена благодаря заточке грани. При этом необходимо следить, чтобы величина удаленного металла с плашек в одном комплекте была ровной. Заточка круглых плашек в условиях даже мастерской невозможна, так как для этого необходимо специальное оборудование и специальный абразивный инструмент. Предложенный метод хотя и снижает производительность труда, но сохраняет работоспособность круглых плашек. При нарезании резьбы в качестве смазывающей и охлаждающей жидкости целесообразно использовать жидкое масло любой марки. Вращение клуппа при нарезании резьбы должно производиться только по часовой стрелке. Вращение клуппа в обратную сторону приведет к выкрашиванию режущих кромок. Для снятия клуппа с нарезанного конца трубы необходимо развести плашки. Нарезание резьбы круглыми плашками должно производиться вращением плашкодержателя как по часовой, так и против часовой стрелки. Готовая резьба не должна иметь рваных ниток или неотделившейся стружки. Гибка труб Гибка труб при производстве сани-тарно-технических работ является одной из основных слесарных операций. От низкого качества работ страдает как внешний вид сооружаемых систем, так и их доброкачественность. Труба, а это особенно заметно на отводе в 90 , согнутая без трубогиба или иного приспособления, имеет, как правило, неряшливый вид. В месте изгиба она не должна изменять своего цилиндрического профиля, так как это ведет к уменьшению ее проходного сечения. Продольный электросварной шов трубы в момент изгиба может разгерметизироваться, если радиус изгиба будет меньше стандартного или если электросварной шов будет расположен неправильно. Как было сказано выше, гибка труб диаметрами от Ду-15 до Ду-25 может производиться на- ручном трубогибе в холодном состоянии, а гибка больших диаметров — на трубогибе с механическим приводом или в горячем виде с заполнением внутренней полости трубы песком. Опыт сооружения таких систем в сельском доме показывает, что необходимость в гибке труб диаметрами более Ду-25 практически отсутствует. Для гибки труб диаметрами от Ду-15 до Ду-25 промышленность выпускает ручные трубогибы: СТВ-1/2" — для гибки труь диаметром Ду-15; СТВ-3/4" -для гибки труб диаметром Ду-20; СТВ-1" — для гибки труб диаметром Ду-25. Если нет возможности купить трубо-гиб, то его можно изготовить в условиях ремонтной мастерской. На рис. 22 представлены чертежи трубогиба для гибки труб диаметрами Ду-15, Ду-20 и Ду-25. Комплект сменных деталей, входящей в комплект трубогиба, позволяет производить гибку труб всех трех указанных диаметров. § 80 175 140 5Е * 113 и ■02O'0' 290 312 R22 -4* (320 4 отр SIZE 1___u- 100 80 4-И 412 Рис. 22 (1). Трубогиб для гибки труб в холодней состоянии диаметрами Ду-15, Ду-20 и Ду-25: 1 — основание в сборе; 1—1 — ось крепления скобы; 1—2 — ось крепления неподвижного ролика; 1—3 — планка; 2—1 — ролик неподвижный для гибки труб Ду-15; 2—2 — ролик неподвижный для гибки труб Ду-20; 2—3 — ролик неподвижный для гибки труб Ду-25; 3—1 — скоба под трубу Ду-15; 3—2 — скоба под трубу Ду-20; 3—3 — скоба под трубу Ду-25; 4 -водило в сборе; 5—1 — ролик подвижный для гибки труб Ду-15; 5—2 — ролик подвижный для гибки труб Ду-20; 5—3 — ролик подвижный для гибки труб Ду-25; б — ось подвижного ролика 84 |








