Сделай Сам (Знание) 1998-03, страница 80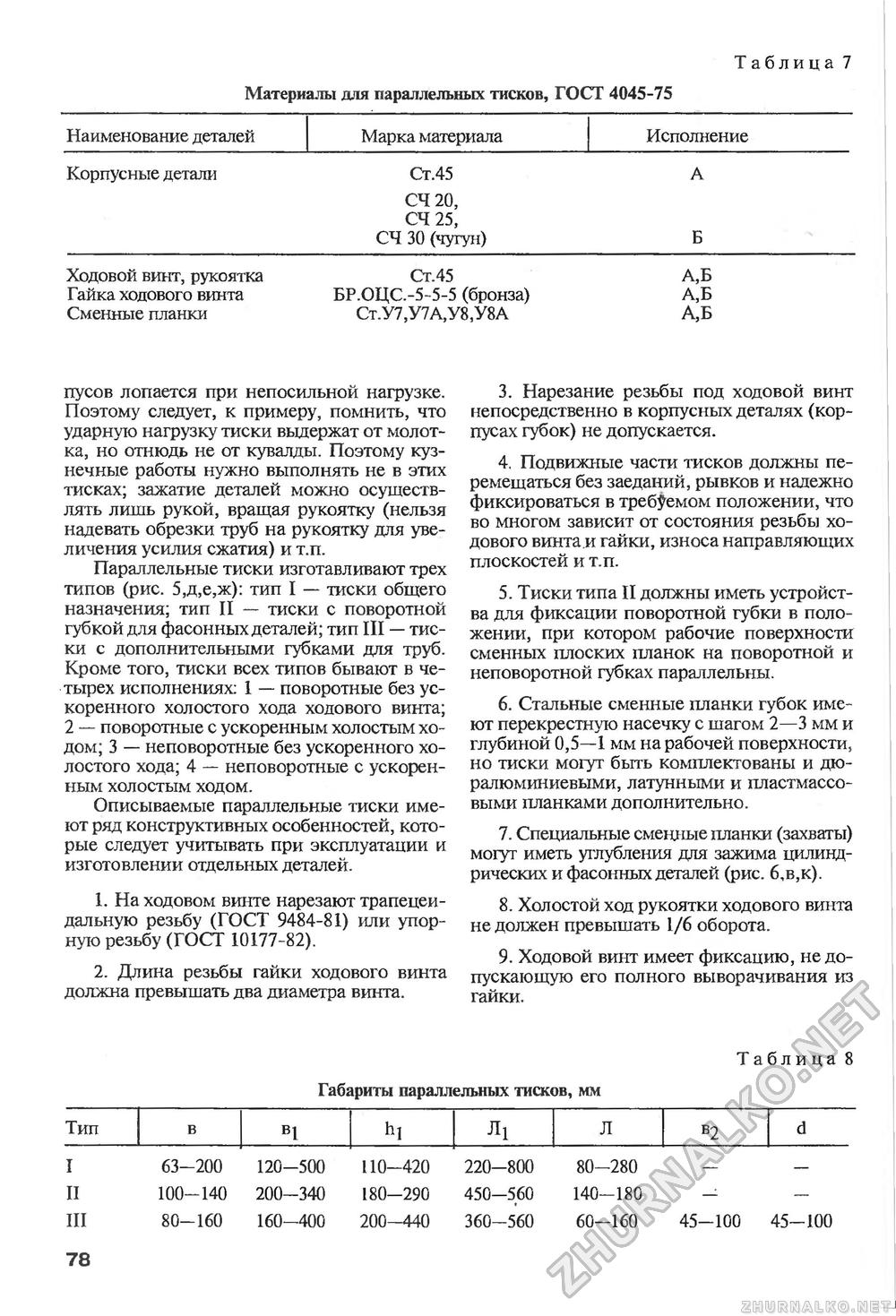
Таблица 7 Материалы для параллельных тисков, ГОСТ 4045-75 Наименование деталей Марка материала Исполнение Корпусные детали Ст.45 СЧ 20, СЧ 25, СЧ 30 (чугун) Ходовой винт, рукоятка Гайка ходового винта Сменные планки Ст.45 БР.ОЦС.-5-5-5 (бронза) Ст.У7,У7А,У8,У8А А,Б А,Б А,Б пусов лопается при непосильной нагрузке. Поэтому следует, к примеру, помнить, что ударную нагрузку тиски выдержат от молотка, но отнюдь не от кувалды. Поэтому кузнечные работы нужно выполнять не в этих тисках; зажатие деталей можно осуществлять лишь рукой, вращая рукоятку (нельзя надевать обрезки труб на рукоятку для увеличения усилия сжатия) и т.п. Параллельные тиски изготавливают трех типов (рис. 5,д,е,ж): тип I — тиски общего назначения; тип II — тиски с поворотной губкой для фасонных деталей; тип III — тиски с дополнительными губками для труб. Кроме того, тиски всех типов бывают в четырех исполнениях: 1 — поворотные без ускоренного холостого хода ходового винта; 2 — поворотные с ускоренным холостым ходом; 3 — неповоротные без ускоренного холостого хода; 4 — неповоротные с ускоренным холостым ходом. Описываемые параллельные тиски имеют ряд конструктивных особенностей, которые следует учитывать при эксплуатации и изготовлении отдельных деталей. 1. На ходовом винте нарезают трапецеидальную резьбу (ГОСТ 9484-81) или упорную резьбу (ГОСТ 10177-82). 2. Длина резьбы гайки ходового винта должна превышать два диаметра винта. 3. Нарезание резьбы под ходовой винт непосредственно в корпусных деталях (корпусах губок) не допускается. 4 Подвижные части тисков должны перемещаться без заеданий, рывков и надежно фиксироваться в требуемом положении, что во многом зависит от состояния резьбы ходового винта и гайки, износа направляющих плоскостей и т.п. 5. Тиски типа II должны иметь устройства для фиксации поворотной губки в положении, при котором рабочие поверхности сменных плоских планок на поворотной и неповоротной губках параллельны. 6. Стальные сменные планки губок имеют перекрестную насечку с шагом 2—3 мм и глубиной 0,5—1 мм на рабочей поверхности, но тиски могут бьггь комплектованы и дюралюминиевыми, латунными и пластмассовыми планками дополнительно. 7. Специальные смещаю планки (захваты) могут иметь углубления для зажима цилиндрических и фасонных деталей (рис. 6,в,к). 8. Холостой ход рукоятки ходового винта не должен превышать 1/6 оборота. 9. Ходовой винт имеет фиксацию, не допускающую его полного выворачивания из гайки. Таблица 8 Габариты параллельных тисков, мм Таблица 8 Габариты параллельных тисков, мм
|








