Сделай Сам (Знание) 2002-01, страница 123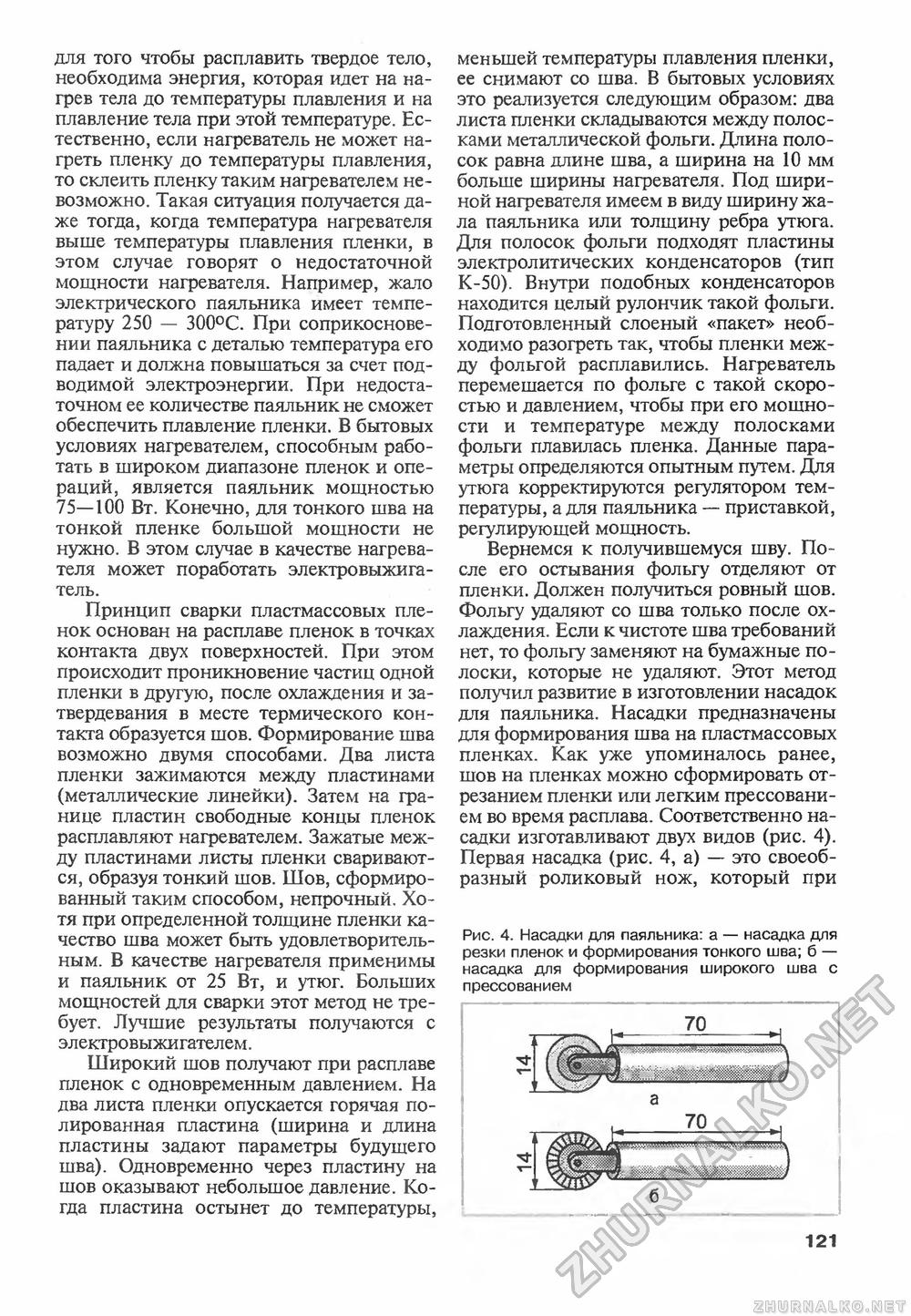
для того чтобы расплавить твердое тело, необходима энергия, которая идет на нагрев тела до температуры плавления и на плавление тела при этой температуре. Естественно, если нагреватель не может нагреть пленку до температуры плавления, то склеить пленку таким нагревателем невозможно. Такая ситуация получается даже тогда, когда температура нагревателя выше температуры плавления пленки, в этом случае говорят о недостаточной мощности нагревателя. Например, жало электрического паяльника имеет температуру 250 — 300°С. При соприкосновении паяльника с деталью температура его падает и должна повышаться за счет подводимой электроэнергии. При недостаточном ее количестве паяльник не сможет обеспечить плавление пленки. В бытовых условиях нагревателем, способным работать в широком диапазоне пленок и операций, является паяльник мощностью 75—100 Вт. Конечно, для тонкого шва на тонкой пленке большой мощности не нужно. В этом случае в качестве нагревателя может поработать электровыжига-тель. Принцип сварки пластмассовых пленок основан на расплаве пленок в точках контакта двух поверхностей. При этом происходит проникновение частиц одной пленки в другую, после охлаждения и затвердевания в месте термического контакта образуется шов. Формирование шва возможно двумя способами. Два листа пленки зажимаются между пластинами (металлические линейки). Затем на границе пластин свободные концы пленок расплавляют нагревателем. Зажатые между пластинами листы пленки свариваются, образуя тонкий шов Шов, сформированный таким способом, непрочный. Хотя при определенной толщине пленки качество шва может быть удовлетворительным. В качестве нагревателя применимы и паяльник от 25 Вт, и утюг. Больших мощностей для сварки этот метод не требует. Лучшие результаты получаются с электровыжигателем. Широкий шов получают при расплаве пленок с одновременным давлением. На два листа пленки опускается горячая полированная пластина (ширина и длина пластины задают параметры будущего шва). Одновременно через пластину на шов оказывают небольшое давление. Когда пластина остынет до температуры, меньшей температуры плавления пленки, ее снимают со шва. В бытовых условиях это реализуется следующим образом: два листа пленки складываются между полосками металлической фольги. Длина полосок равна длине шва, а ширина на 10 мм больше ширины нагревателя. Под шириной нагревателя имеем в виду ширину жала паяльника или толщину ребра утюга. Для полосок фольги подходят пластины электролитических конденсаторов (тип К-50). Внутри подобных конденсаторов находится целый рулончик такой фольги. Подготовленный слоеный «пакет» необходимо разогреть так, чтобы пленки между фольгой расплавились. Нагреватель перемешается по фольге с такой скоростью и давлением, чтобы при его мощности и температуре между полосками фольги плавилась пленка. Данные параметры определяются опытным путем. Для утюга корректируются регулятором температуры, а для паяльника — приставкой, регулирующей мощность. Вернемся к получившемуся шву. После его остывания фольгу отделяют от пленки. Должен получиться ровный шов. Фольгу удаляют со шва только после охлаждения. Если к чистоте шва требований нет, то фольгу заменяют на бумажные полоски, которые не удаляют. Этот метод получил развитие в изготовлении насадок для паяльника. Насадки предназначены для формирования шва на пластмассовых пленках. Как уже упоминалось ранее, шов на пленках можно сформировать отрезанием пленки или легким прессованием во время расплава. Соответственно насадки изготавливают двух видов (рис. 4). Первая насадка (рис. 4, а) — это своеобразный роликовый нож, который при Рис. 4. Насадки для паяльника: а — насадка для резки пленок и формирования тонкого шва; б — насадка для формирования широкого шва с прессованием 121 |








