Сделай Сам (Знание) 2007-03-04, страница 42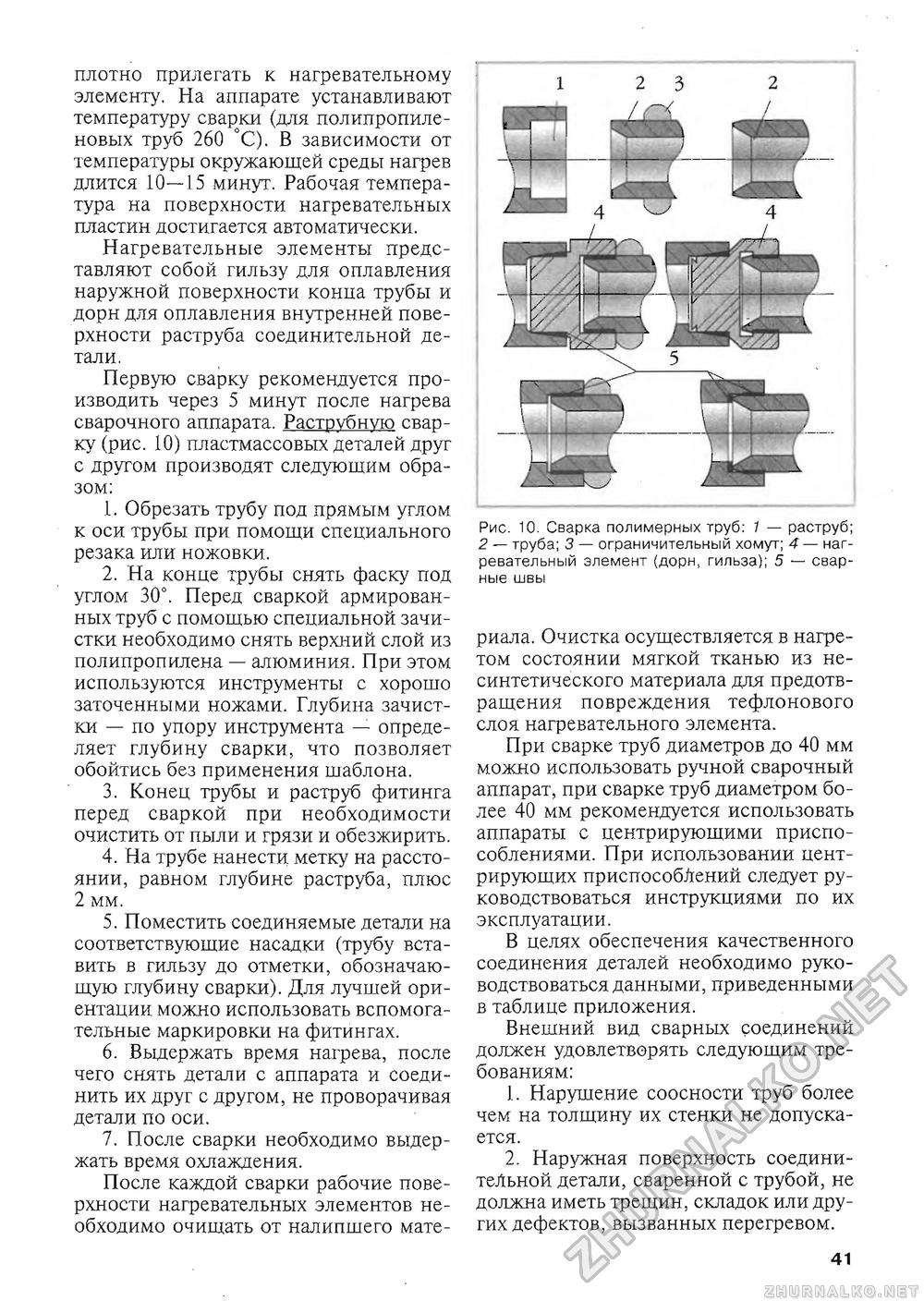
плотно прилегать к нагревательному элементу. На аппарате устанавливают температуру сварки (для полипропиленовых труб 260 °С). В зависимости от температуры окружающей среды нагрев длится 10—15 минут. Рабочая температура на поверхности нагревательных пластин достигается автоматически. Нагревательные элементы представляют собой гильзу для оплавления наружной поверхности конца трубы и дорн для оплавления внутренней поверхности раструба соединительной детали. Первую сварку рекомендуется производить через 5 минут после нагрева сварочного аппарата. Раструбную сварку (рис. 10) пластмассовых деталей друг с другом производят следующим образом: 1. Обрезать трубу под прямым углом к оси трубы при помощи специального резака или ножовки. 2. На конце трубы снять фаску под углом 30°. Перед сваркой армированных труб с помощью специальной зачистки необходимо снять верхний слой из полипропилена — алюминия. При этом используются инструменты с хорошо заточенными ножами. Глубина зачистки—по упору инструмента — определяет глубину сварки, что позволяет обойтись без применения шаблона. 3. Конец трубы и раструб фитинга перед сваркой при необходимости очистить от пыли и грязи и обезжирить. 4. На трубе нанести метку на расстоянии, равном глубине раструба, плюс 2 мм. 5. Поместить соединяемые детали на соответствующие насадки (трубу вставить в гильзу до отметки, обозначающую глубину сварки). Для лучшей ориентации можно использовать вспомогательные маркировки на фитингах. 6. Выдержать время нагрева, после чего снять детали с аппарата и соединить их друг с другом, не проворачивая детали по оси. 7. После сварки необходимо выдержать время охлаждения. После каждой сварки рабочие поверхности нагревательных элементов необходимо очищать от налипшего мате- 1 2 3 2 Рис. 10. Сварка полимерных труб; 1 — раструб; 2 — труба; 3 — ограничительный хомут; 4 — нагревательный элемент (дорн, гильза); 5 — сварные швы риала. Очистка осуществляется в нагретом состоянии мягкой тканью из несинтетического материала для предотвращения повреждения тефлонового слоя нагревательного элемента. При сварке труб диаметров до 40 мм можно использовать ручной сварочный аппарат, при сварке труб диаметром более 40 мм рекомендуется использовать аппараты с центрирующими приспособлениями. При использовании центрирующих приспособлений следует руководствоваться инструкциями по их эксплуатации. В целях обеспечения качественного соединения деталей необходимо руководствоваться данными, приведенными в таблице приложения. Внешний вид сварных соединений должен удовлетворять следующим требованиям: 1. Нарушение соосности труб более чем на толщину их стенки не допускается. 2. Наружная поверхность соединительной детали, сваренной с трубой, не должна иметь трещин, складок или других дефектов, вызванных перегревом. 41 |








