Сделай Сам (Огонек) 2000-03, страница 57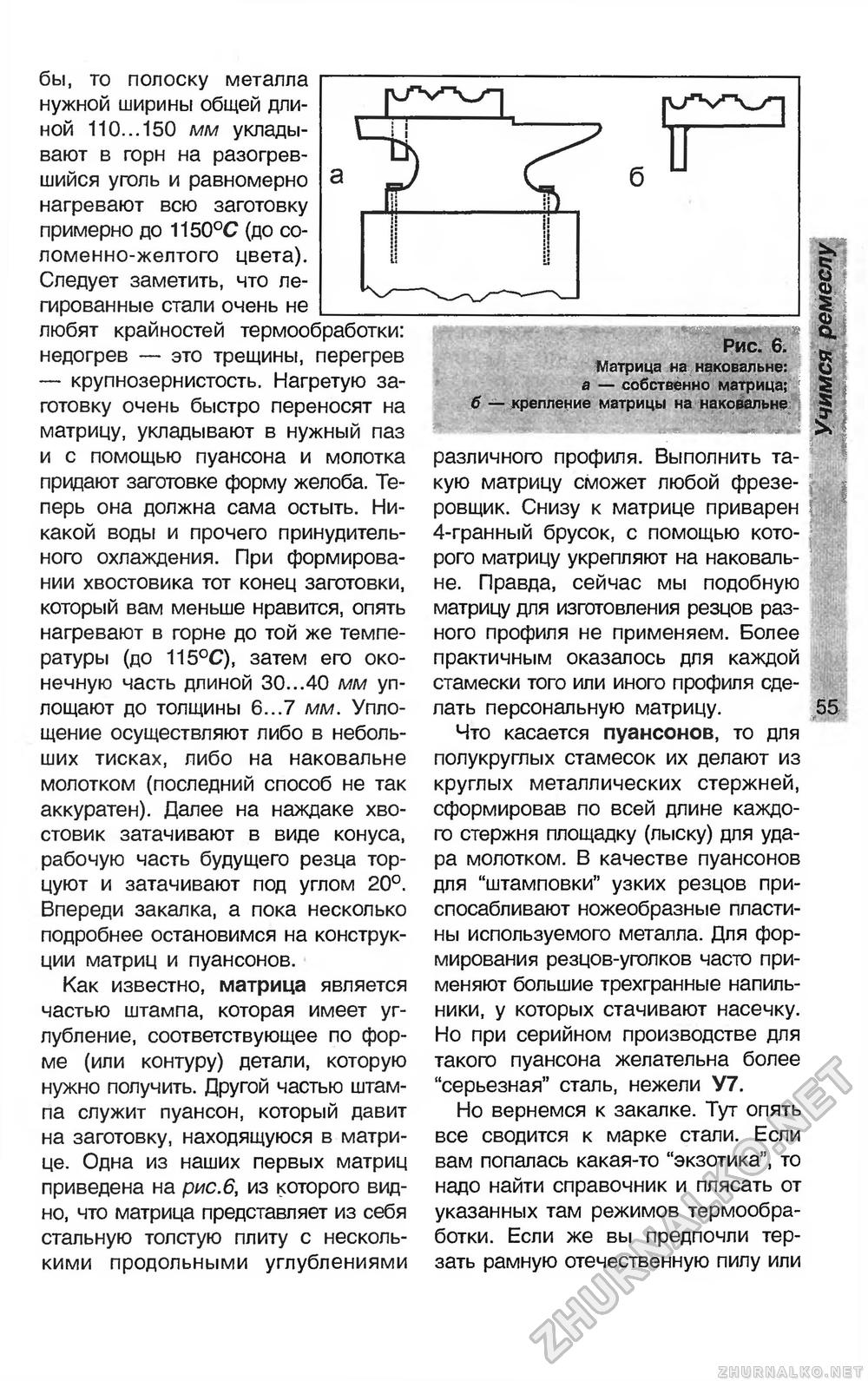
бы, то полоску металла нужной ширины общей длиной 110... 150 мм укладывают в горн на разогревшийся уголь и равномерно нагревают всю заготовку примерно до 1150°С (до соломенно-желтого цвета). Следует заметить, что легированные стали очень не любят крайностей термообработки: недогрев — это трещины, перегрев — крупнозернистость. Нагретую заготовку очень быстро переносят на матрицу, укладывают в нужный паз и с помощью пуансона и молотка придают заготовке форму желоба. Теперь она должна сама остыть. Никакой воды и прочего принудительного охлаждения. При формировании хвостовика тот конец заготовки, который вам меньше нравится, опять нагревают в горне до той же температуры (до 115°С), затем его оконечную часть длиной 30...40 мм уплощают до толщины 6...7 мм. Уплощение осуществляют либо в небольших тисках, либо на наковальне молотком (последний способ не так аккуратен). Далее на наждаке хвостовик затачивают в виде конуса, рабочую часть будущего резца торцуют и затачивают под углом 20°. Впереди закалка, а пока несколько подробнее остановимся на конструкции матриц и пуансонов. Как известно, матрица является частью штампа, которая имеет углубление, соответствующее по форме (или контуру) детали, которую нужно получить. Другой частью штампа служит пуансон, который давит на заготовку, находящуюся в матрице. Одна из наших первых матриц приведена на рис.6, из которого видно, что матрица представляет из себя стальную толстую плиту с несколькими продольными углублениями Рис. 6. Матрица на наковальне: а — собственно матрица; б — крепление матрицы на наковальне различного профиля. Выполнить такую матрицу сможет любой фрезеровщик. Снизу к матрице приварен 4-гранный брусок, с помощью которого матрицу укрепляют на наковальне. Правда, сейчас мы подобную матрицу для изготовления резцов разного профиля не применяем. Более практичным оказалось для каждой стамески того или иного профиля сделать персональную матрицу. Что касается пуансонов, то для полукруглых стамесок их делают из круглых металлических стержней, сформировав по всей длине каждого стержня площадку (лыску) для удара молотком. В качестве пуансонов для "штамповки" узких резцов приспосабливают ножеобразные пластины используемого металла. Для формирования резцов-уголков часто применяют большие трехгранные напильники, у которых стачивают насечку. Но при серийном производстве для такого пуансона желательна более "серьезная" сталь, нежели У7. Но вернемся к закалке. Тут опять все сводится к марке стали. Если вам попалась какая-то "экзотика", то надо найти справочник и плясать от указанных там режимов термообработки. Если же вы предпочли терзать рамную отечественную пилу или 55 |








