Сделай Сам (Огонек) 2002-01, страница 63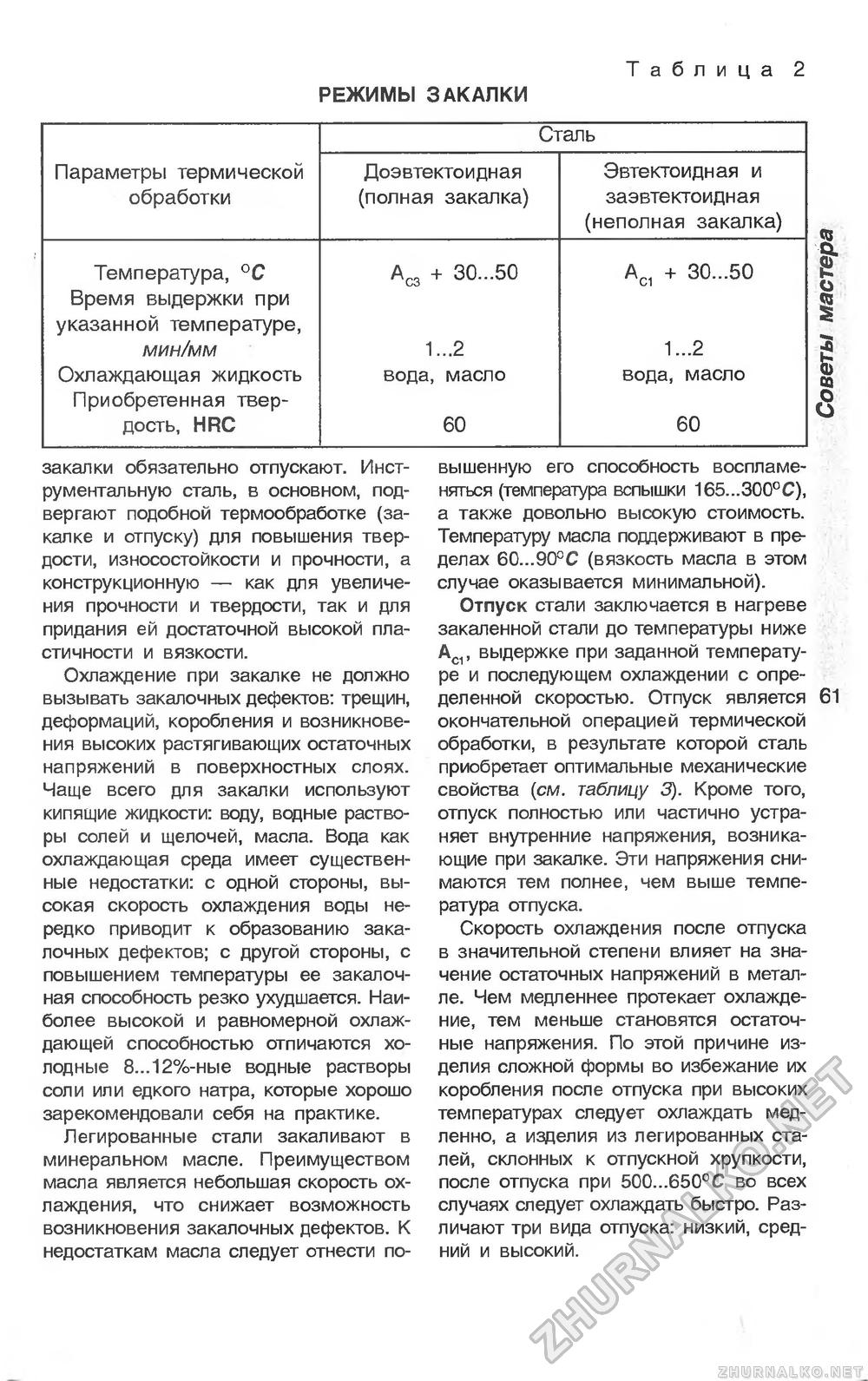
Таблица 2 РЕЖИМЫ ЗАКАЛКИ РЕЖИМЫ ЗАКАЛКИ
закалки обязательно отпускают. Инструментальную сталь, в основном, подвергают подобной термообрабо ке (закалке и отпуску) для повышения твердости, износостойкости и прочности, а конструкционную — как для увеличения прочности и твердости, так и для придания ей достаточной высокой пластичности и вязкости. Охлаждение при закалке не должно вызывать закалочных дефектов: трещин, деформаций, коробления и возникновения высоких растягивающих остаточных напряжений в поверхностных слоях. Чаще всего для закалки используют кипящие жидкости: воду, водные растворы солей и щелочей, масла. Вода как охлаждающая среда имеет существенные недостатки: с одной стороны, высокая скорость охлаждения воды нередко приводит к образованию закалочных дефектов; с другой стороны, с повышением температуры ее закалочная способность резко ухудшается. Наиболее высокой и равномерной охлаждающей способностью отличаются холодные 8...12%-ные водные растворы соли или едкого натра, которые хорошо зарекомендовали себя на практике. Легированные стали закаливают в минеральном масле. Преимуществом масла является небольшая скорость охлаждения, что снижает возможность возникновения закалочных дефектов. К недостаткам масла следует отнести по вышенную его способность воспламеняться (температура вспышки 165...300°С), а также довольно высокую стоимость. Температуру масла поддерживают в пределах 60...9СРС (вяокость масла в этом случае оказывается минимальной). Отпуск стали заключается в нагреве закаленной стали до температуры ниже АС1, выдержке при заданной температуре и последующем охлаждении с определенной скоростью. Отпуск является 61 окончательной операцией термической обработки, в результате которой сталь приобретает оптимальные механические свойства (см. таблицу 3). Кроме того, отпуск полноетою или частично устраняет внутренние напряжения, возникающие при закалке. Эти напряжения снимаются тем полнее, чем выше температура отпуска. Скорость охлаждения после отпуска в значительной степени влияет на значение остаточных напряжений в металле. Чем медленнее протекает охлаждение, тем меньше становятся остаточные напряжения. По этой причине изделия сложной формы во избежание их коробления после отпуска при высоких температурах следует охлаждать медленно, а изделия из легированных сталей, склонных к отпускной хрупкости, после отпуска при 500...650°С во всех случаях следует охлаждать быстро. Различают три вида отпуска: низкий, средний и высокий. |
||||||||








