Сделай Сам (Огонек) 2002-01, страница 64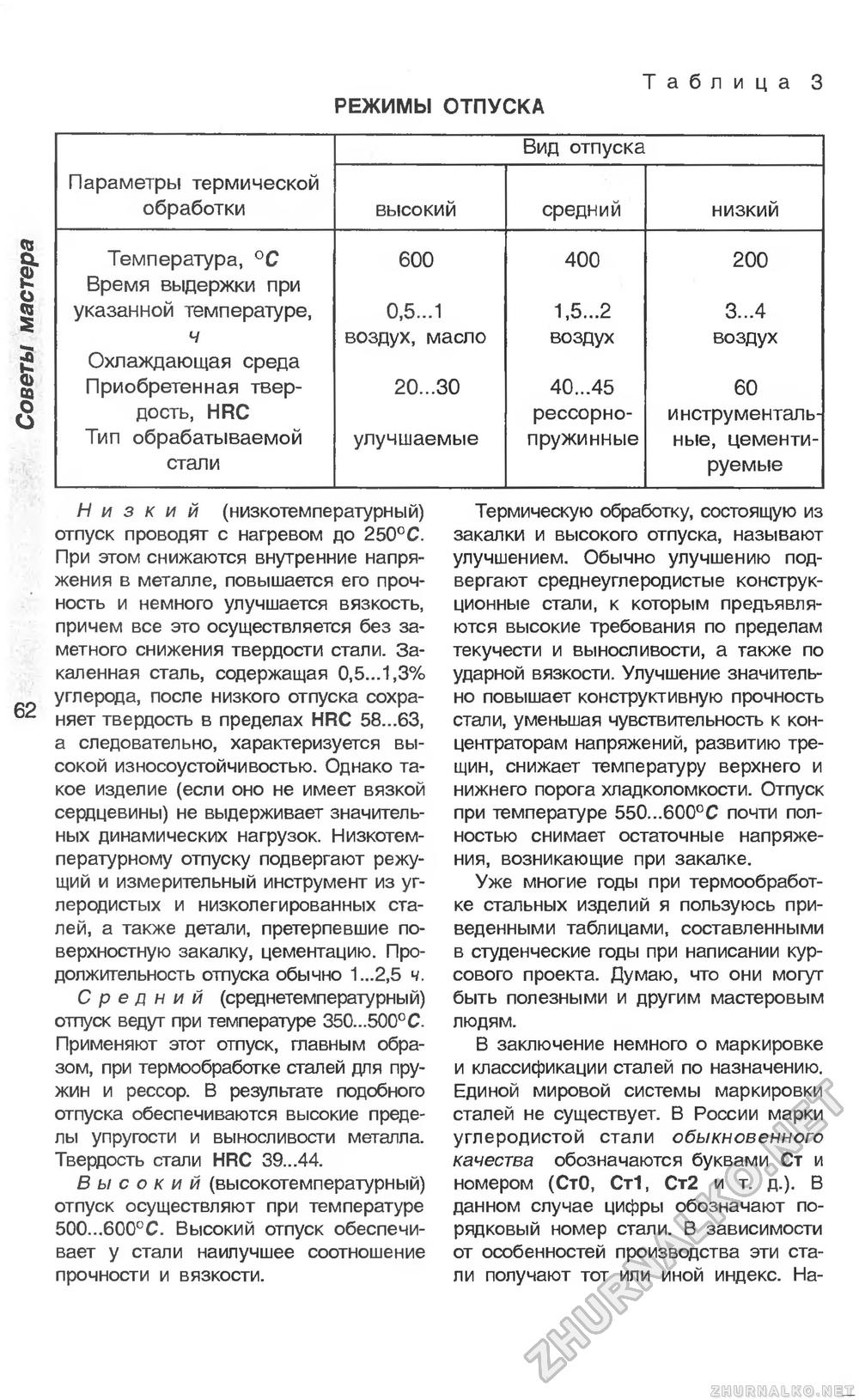
<0 I о <a S £ <b CQ 5 Таблица 3 РЕЖИМЫ ОТПУСКА РЕЖИМЫ ОТПУСКА
Низкий (низкотемпературный) отпуск проводят с нагревом до 250°С. При этом снижаются внутренние напряжения в металле, повышается его прочность и немного улучшается вязкость, причем все это осуществляется без заметного снижения твердости стали. Закаленная сталь, содержащая 0,5...1,3% углерода, после низкого отпуска сохра-няет твердость в пределах HRC 58...63, а следовательно, характеризуется высокой износоустойчивостью. Однако такое изделие (если оно не имеет вязкой сердцевины) не выдерживает значительных динамических нагрузок. Низкотемпературному отпуску подвергают режущий и измерительный инструмент из углеродистых и низколегированных сталей, а также детали, претерпевшие поверхностную закалку, цементацию. Продолжительность отпуска обычно 1...2.5 ч. Средний (среднетемпературный) отпуск ведут при температуре 350...500°С. Применяют этот отпуск, главным образом, при термообработке сталей для пружин и рессор. В результате подобного отпуска обеспечиваются высокие пределы упругости и выносливости металла. Твердость стали HRC 39...44. Высокий (высокотемпературный) отпуск осуществляют при температуре 500...600°С. Высокий отпуск обеспечивает у стали наилучшее соотношение прочности и вязкости. Термическую обработку, состоящую из закалки и высокого отпуска, называют улучшением. Обычно улучшению подвергают среднеуглеродистые конструкционные стали, к которым предъявляются высокие требования по пределам текучести и выносливости, а также по ударной вязкости. Улучшение значительно повышает конструктивную прочность стали, уменьшая чувствительность к концентраторам напряжений, развитию трещин, снижает температуру верхнего и нижнего порога хладколомкости. Отпуск при температуре 550...600°С почти полностью снимает остаточные напряжения, возникающие при закалке. Уже многие годы при термообработке стальных изделий я пользуюсь приведенными таблицами, составленными в студенческие годы при написании курсового проекта. Думаю, что они могут быть полезными и другим мастеровым людям. В заключение немного о маркировке и классификации сталей по назначению. Единой мировой системы маркировки сталей не существует. В России марки углеродистой стали обыкновенного качества обозначаются буквами Ст и номером (СтО, Ст1, Ст2 и т. д.). В данном случае цифры обозначают порядковый номер стали. В зависимости от особенностей производства эти стали получают тот или иной индекс. На- |
|||||||||||||||||||||||||||||||||||||||||||








