Сделай Сам (Огонек) 2003-06, страница 20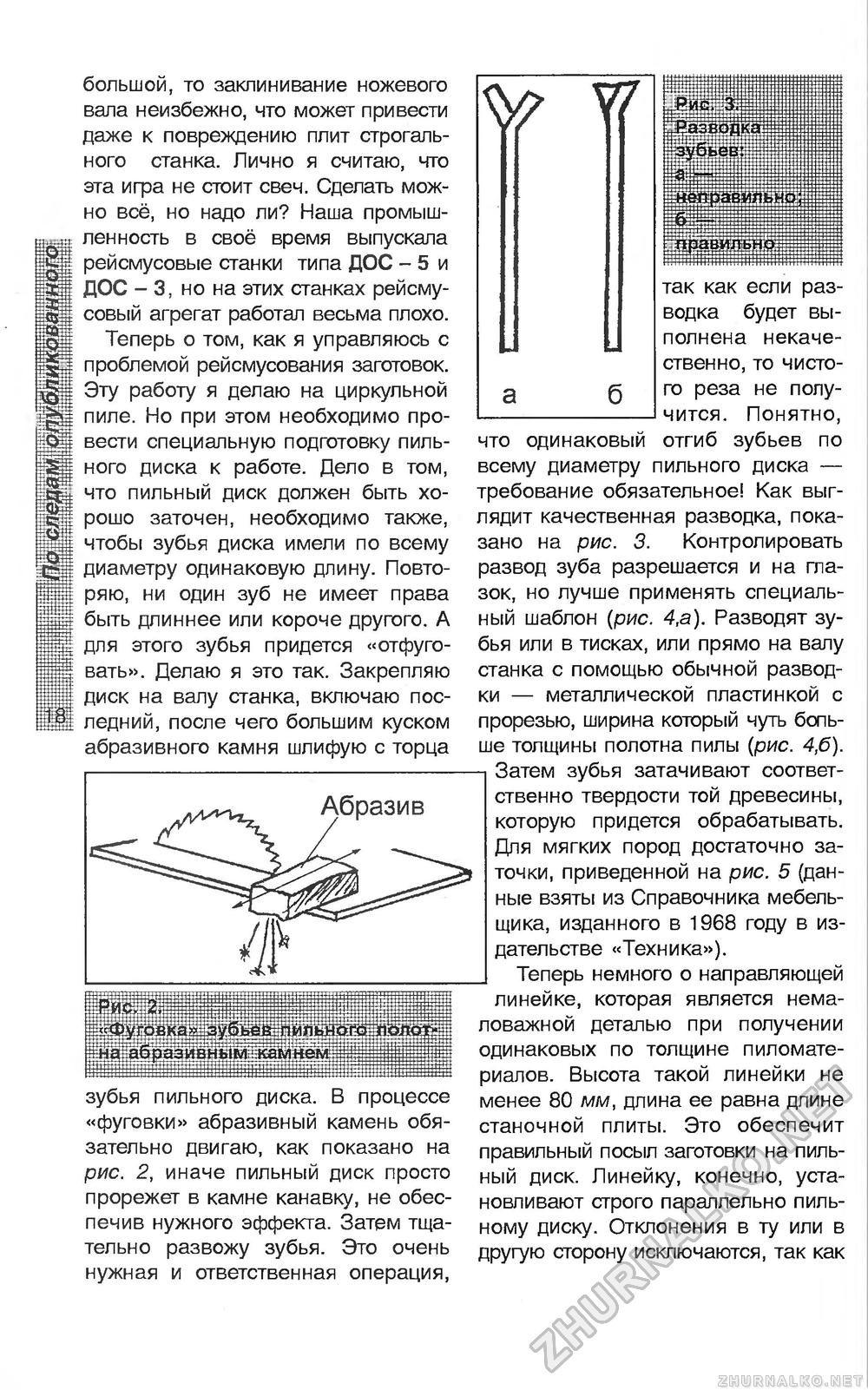
большой, то заклинивание ножевого вала неизбежно, что может привести даже к повреждению плит строгального станка. Лично я считаю, что эта игра не стоит свеч. Сделать можно всё, но надо ли? Наша промышленность в своё время выпускала рейсмусовые станки типа ДОС - 5 и ДОС - 3, но на этих станках рейсмусовый агрегат работал весьма плохо. Теперь о том, как я управляюсь с проблемой рейсмусования заготовок. Эту работу я делаю на циркульной пиле. Но при этом необходимо провести специальную подготовку пильного диска к работе. Дело в том, что пильный диск должен быть хорошо заточен, необходимо также, чтобы зубья диска имели по всему диаметру одинаковую длину. Повторяю, ни один зуб не имеет права быть длиннее или короче другого. А для этого зубья придется «отфуго-вать». Делаю я это так. Закрепляю диск на валу станка, включаю последний, после чего большим куском абразивного камня шлифую с торца Абразив зубья пильного диска. В процессе «фуговки» абразивный камень обязательно двигаю, как показано на рис. 2, иначе пильный диск просто прорежет в камне канавку, не обеспечив нужного эффекта. Затем тщательно развожу зубья. Это очень нужная и ответственная операция, так как если разводка будет выполнена некачественно, то чистого реза не получится. Понятно, что одинаковый отгиб зубьев по всему диаметру пильного диска — требование обязательное! Как выглядит качественная разводка, показано на рис. 3. Контролировать развод зуба разрешается и на глазок, но лучше применять специальный шаблон (рис. 4,а). Разводят зубья или в тисках, или прямо на валу станка с помощью обычной разводки — металлической пластинкой с прорезью, ширина который чуть больше толщины полотна пилы (рис. 4,6). Затем зубья затачивают соответственно твердости той древесины, которую придется обрабатывать. Для мягких пород достаточно заточки, приведенной на рис. 5 (данные взяты из Справочника мебельщика, изданного в 1968 году в издательстве «Техника»). Теперь немного о направляющей линейке, которая является немаловажной деталью при получении одинаковых по толщине пиломатериалов. Высота такой линейки не менее 80 мм, длина ее равна длине станочной плиты. Это обеспечит правильный посыл заготовки на пильный диск. Линейку, конечно, уста-новливают строго параллельно пильному диску. Отклонения в ту или в другую сторону исключаются, так как |








