Сделай Сам (Огонек) 2005-06, страница 8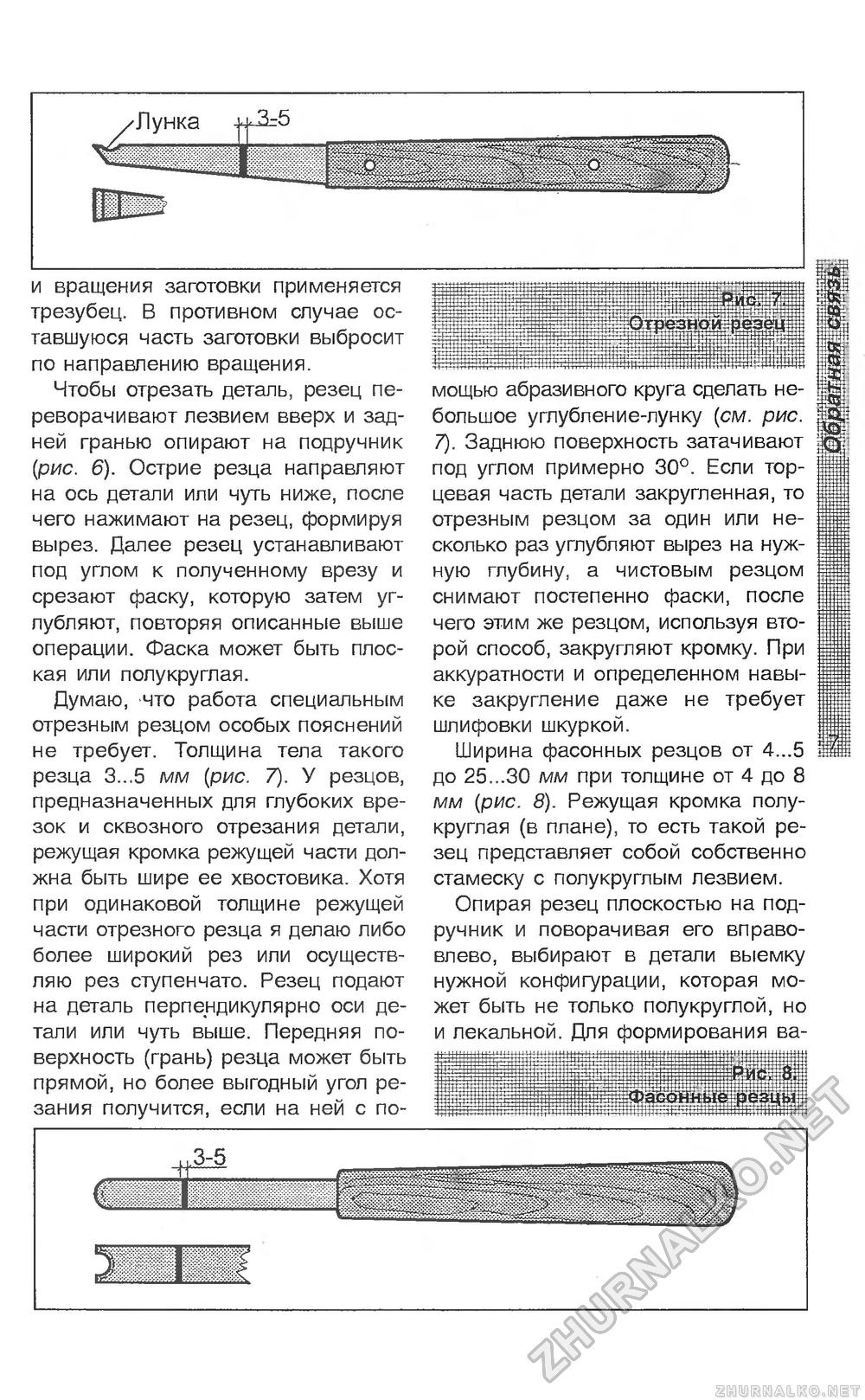
и вращения заготовки применяется трезубец. В противном случае оставшуюся часть заготовки выбросит по направлению вращения. Чтобы отрезать деталь, резец переворачивают лезвием вверх и задней гранью опирают на подручник {рис. 6). Острие резца направляют на ось детали или чуть ниже, после чего нажимают на резец, формируя вырез. Далее резец устанавливают под углом к полученному врезу и срезают фаску, которую затем углубляют, повторяя описанные выше операции. Фаска может быть плоская или полукруглая. Думаю, что работа специальным отрезным резцом особых пояснений не требует. Толщина тела такого резца 3...5 мм (рис. 7). У резцов, предназначенных для глубоких врезок и сквозного отрезания детали, режущая кромка режущей части должна быть шире ее хвостовика. Хотя при одинаковой толщине режущей части отрезного резца я делаю либо более широкий рез или осуществляю рез ступенчато. Резец подают на деталь перпендикулярно оси детали или чуть выше. Передняя поверхность (грань) резца может быть прямой, но более выгодный угол резания получится, если на ней с по мощью абразивного круга сделать небольшое углубление-лунку (см. рис. 7). Заднюю поверхность затачивают под углом примерно 30°. Если торцевая часть детали закругленная, то отрезным резцом за один или несколько раз углубляют вырез на нужную глубину, а чистовым резцом снимают постепенно фаски, после чего этим же резцом, используя второй способ, закругляют кромку. При аккуратности и определенном навыке закругление даже не требует шлифовки шкуркой. Ширина фасонных резцов от 4...5 до 25...30 мм при толщине от 4 до 8 мм (рис. 8). Режущая кромка полукруглая (в плане), то есть такой резец представляет собой собственно стамеску с полукруглым лезвием. Опирая резец плоскостью на подручник и поворачивая его вправо-влево, выбирают в детали выемку нужной конфигурации, которая может быть не только полукруглой, но и лекальной. Для формирования ва- |








