Woodworker's Journal 1985-9-5, страница 25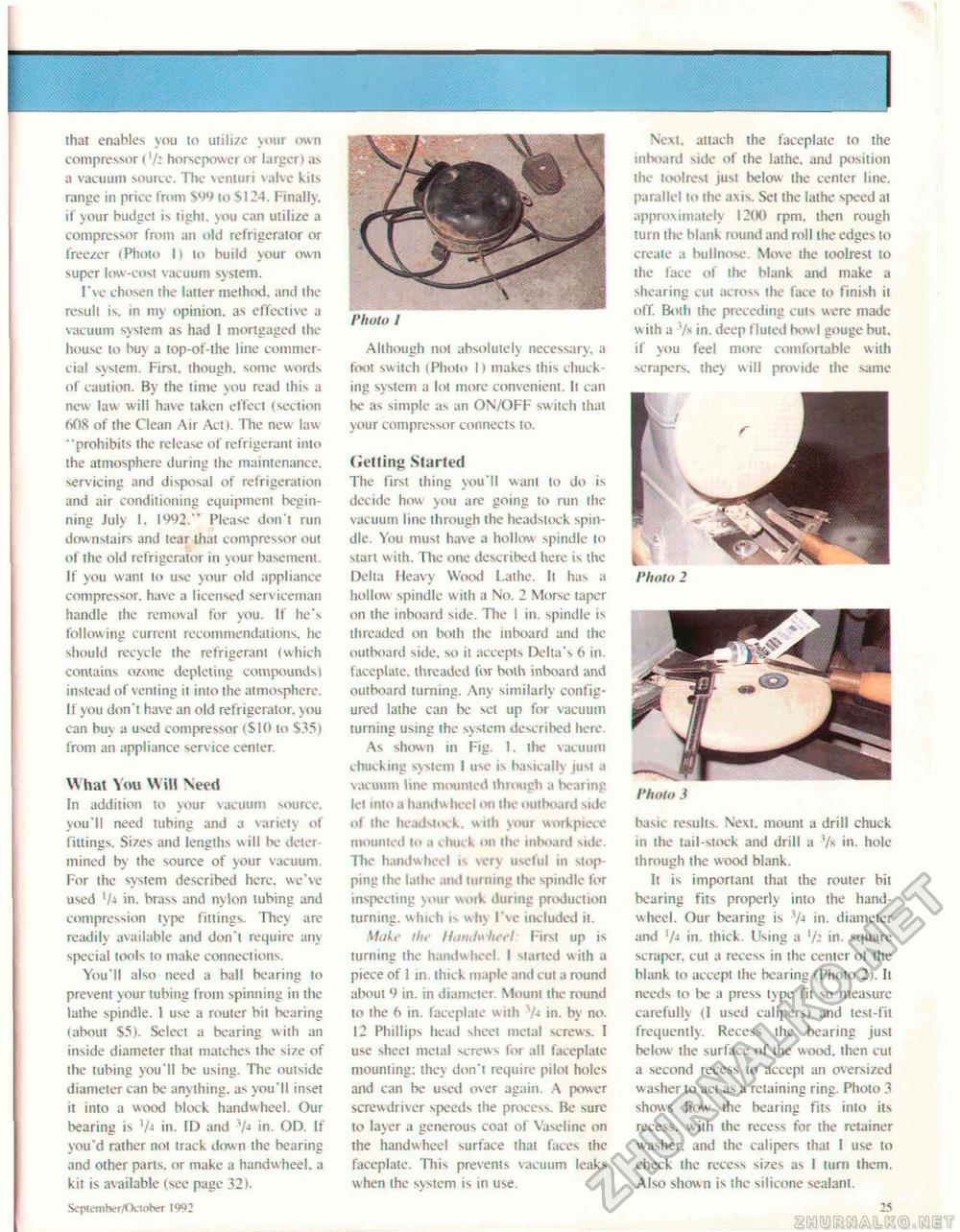
thai enables you lo utilise your own compressor0/2 horsepower or larger) as a vacuum source. The venturi valve kits range in pricc from $99 to $124. Finally, if your budget is tight, you can utilize a compressor from an old refrigerator or freezer (Photo I) to build your own super low-cost vacuum system. I've chosen the latter method, and the result is. in my opinion, as effective a vacuum system as had 1 mortgaged the house to buy a top-of-the line commercial system. First, though, some words of caution. By the time you read this a new law will have taken effect (section 608 of the Clean Air Act). The new law "prohibits the release of refrigerant into the atmosphere during the maintenance, servicing and disposal of refrigeration and air conditioning equipment beginning July I. 1992." Please don't run downstairs and tear that compressor out of the old refrigerator in your basement. If you want lo use your old appliance compressor, have a licensed serviceman handle the removal for you. If he's following current recommendations, he should recycle the refrigerant (which contains ozone depleting compounds) instead of venting il into the atmosphere. If you don't have an old refrigerator, you can buy a used compressor (S10 to $35) from an appliance service center. What You W ill Need In addition to your vacuum source, you'll need tubing and a variety of linings. Sizes and lengths will be determined by the source of your vacuum. For the system described here, we've used '/-» in. brass and nylon tubing and compression type fittings. They are readily available and don't require any special tools to make connections. You'll also need a ball bearing lo prevent your tubing from spinning in the lathe spindle. I use a router bit bearing (about S5l. Select a bearing with an inside diameter that matches the size of the tubing you'll be using. The outside diameter can be anything, as you'll inset it into a wood block hand wheel. Our bearing is '/-i in. ID and V4 OD. If you'd rather not track down the bearing and other parts, or make a handwheel. a kit is available (see page 32). Scrnember/Oeuther 1992 Photo I Although not absolutely necessary, a foot switch (Photo 1) makes this chucking system a lot more convenient. It can be as simple as an ON/OFF switch that your compressor connects to. (>et(iii£ Started The first thing you'll want to do is decide how you are going to run the vacuum line through the headsiock spindle. You must have a hollow spindle lo start with. The one described here is the Delta Heavy Wood Lathe. It has a hollow spindle with a No. 2 Morse taper on the inboard side. The 1 in. spindle is threaded on both the inboard and the outboard side, so it accepts Delta's 6 in. faceplate, threaded for both inboard and outboard turning. Any similarly configured lathe can be set up for vacuum turning using the system descrihed here. As shown in Fig. I. the vacuum chucking system I use is basically just a vacuum line mounted through a bearing let into a handw heel on tire outboard side ol the headsiock. with your work piece mounted to a chuck on the inboard side. The handwheel is very useful in stopping the lathe and turning the spindle for inspecting your work during production turning, which is wh> I've included il. Make the Handwheel: First up is turning the handwheel. I started with a piece of 1 in. thick maple and cut a round about 9 in. in diameter. Mount the round to the 6 in. faceplate w ith V-i in. by no. 12 Phillips head sheet metal screws. I use sheet metal screws for all faceplate mounting; they don't require pilot holes and can be used over again. A power screwdriver speeds the process. Be sure to layer a generous coat of Vaseline on the handwheel surface that faces the faceplate. This prevents vacuum leaks when ihe svstcm is in use. Next, attach the laceplalc to the inboard side of the lathe, and position the toolrest just below the center line, parallel lo the axis. Set the lathe speed at approximately 1200 rpm. then rough turn the blank round and roll the edges to create a bullnose Move the toolrest to the face of the blank and make a shearing cut across ihe face lo finish il off. Both the preceding cuts were made w ith a '/* in. deep fluted bowl gouge but. if you feel more comfortable with scrapers, they will provide the same Photo 3 basic results. Next, mount a drill chuck in the tail-stock and drill a ■'/* hole through the wood blank. It is important thai the router bit bearing fits properly into the hand-wheel. Our bearing is Vi in. diameter and '/-» in. thick Using a l/z in. square scraper, cut a recess in the center of the blank to accept the bearing (Photo 2). Il needs lo be a press type fit so measure carefully (I used calipers) and test-fit frequently. Recess the bearing jusi below the surface of the wood, then cut a second recess to accept an oversized washer to act as a retaining ring. Photo 3 shows how the bearing fits into its recess, w ith the recess for the retainer washer, and the calipers that I use to check the recess sizes as I turn them. Also shown is the silicone sealant. |








