Техника - молодёжи 1936-09, страница 14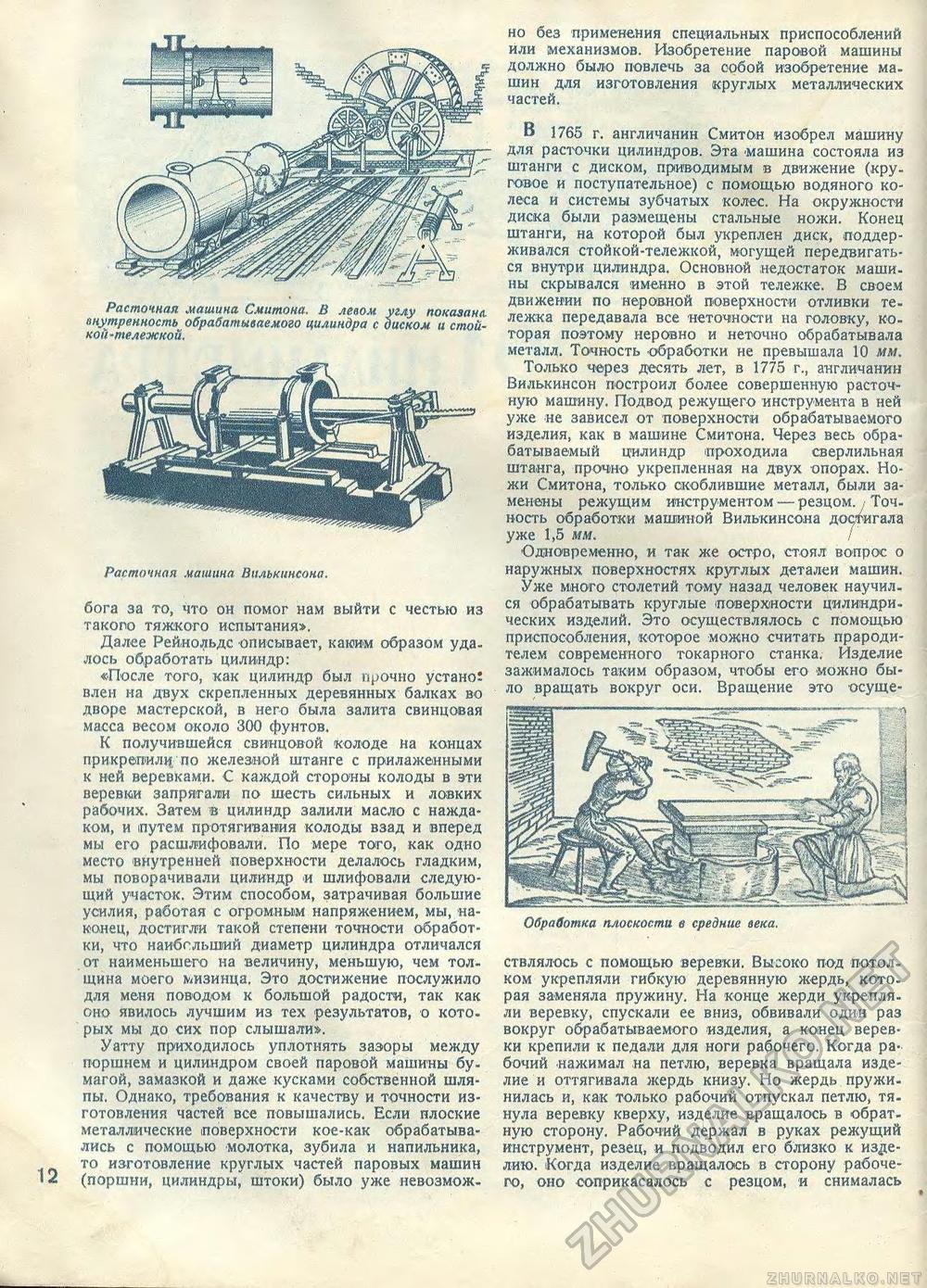
Расточная машина Смитона. В левом углу , внутренность обрабатываемого цилиндра с диском кой-тележкой. Расточная машина Вилькинсона. бога за то, что он помог нам выйти с честью из такого тяжкого испытания». Далее Рейнольде описывает, каким образом удалось обработать цилиндр: «После того, как цилиндр был прочно устаног влен на двух скрепленных деревянных балках во дворе мастерской, в него была залита свинцовая масса весом около 300 фунтов. К получившейся свинцовой колоде на концах прикрепили; по железной штанге с прилаженными к ней веревками. С каждой стороны колоды в эти веревки запрягали по шесть сильных и ловких рабочих. Затем в цилиндр залили масло с наждаком, и путем протягивания колоды взад и вперед мы его расшлифовали. По мере того, как одно место внутренней поверхности делалось гладким, мы поворачивали цилиндр и шлифовали следующий участок. Этим способом, затрачивая большие усилия, работая с огромным напряжением, мы, наконец, достигли такой степени точности обработки, что наибольший диаметр цилиндра отличался от наименьшего на величину, меньшую, чем толщина моего мизинца. Это достижение послужило для меня поводом к большой радости, так как оно явилось лучшим из тех результатов, о которых мы до сих пор слышали». Уатту приходилось уплотнять зазоры между поршнем и цилиндром своей паровой машины бу-магой, замазкой и даже кусками собственной шляпы. Однако, требования к качеству и точности изготовления частей все повышались. Если плоские металлические поверхности кое-как обрабатывались с помощью молотка, зубила и напильника, то изготовление круглых частей паровых машин (поршни, цилиндры, штоки) было уже невозмож но без применения специальных приспособлений или механизмов. Изобретение паровой машины должно было повлечь за собой изобретение машин для изготовления круглых металлических частей. В 1765 г. англичанин Смитон изобрел машину для расточки цилиндров. Эта машина состояла из штанги с диском, приводимым в движение (круговое и поступательное) с помощью водяного колеса и системы зубчатых колес. На окружности диска были размещены стальные ножи. Конец штанги, на которой был укреплен диск, поддерживался стойкой-тележкой, могущей передвигаться внутри цилиндра. Основной недостаток машины скрывался именно в этой тележке. В своем движении по неровной поверхности отливки тележка передавала все неточности на головку, которая поэтому неровно и неточно обрабатывала металл. Точность обработки не превышала 10 мм. Только через десять лет, в 1775 г., англичанин Вилькинсон построил более совершенную расточную машину. Подвод режущего инструмента в ней уже не зависел от поверхности обрабатываемого изделия, как в машине Смитона. Через весь обрабатываемый цилиндр проходила сверлильная штанга, прочно укрепленная на двух опорах. Ножи Смитона, только скоблившие металл, были заменены режущим инструментом — резцом. , Точность обработки машиной Вилькинсона достигала уже 1,5 мм. / Одновременно, и так же остро, стоял вопрос о наружных поверхностях круглых деталей машин. Уже много столетий тому назад человек научился обрабатывать круглые поверхности цилиндрических изделий. Это осуществлялось с помощью приспособления, которое можно считать прародителем современного токарного станка. Изделие зажималось таким образом, чтобы его можно было вращать вокруг оси. Вращение это осуще- Обработка плоскости в средние века. ствлялось с помощью веревки. Высоко под потол ком укрепляли гибкую деревянную жердь, кото рая заменяла пружину. На конце жерди укрепля. ли веревку, спускали ее вниз, обвивали один раз вокруг обрабатываемого изделия, а конец верев' ки крепили к педали для ноги рабочего. Когда ра бочий нажимал на петлю, веревка вращала изде лие и оттягивала жердь книзу. Но жердь пружи ннлась и, как только рабочий отпускал петлю, тя нула веревку кверху, изделие вращалось в обрат, ную сторону. Рабочий держал в руках режущий инструмент, резец, и подводил его близко к изделию. Когда изделие вращалось в сторону рабочего, оно соприкасалось с резцом, и снималась |








