Техника - молодёжи 1938-03, страница 5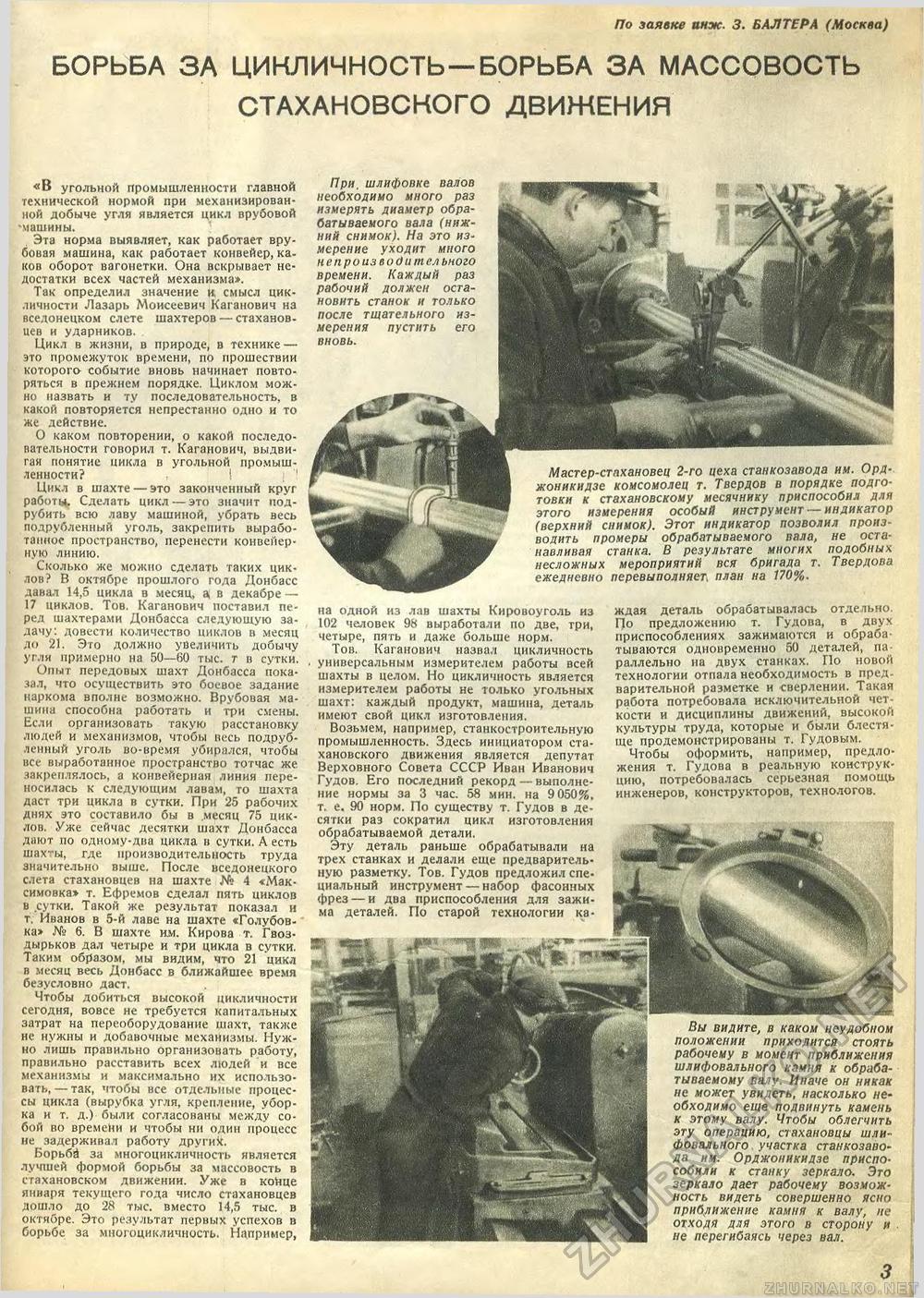
По заявке анж. 3. БАЛТЕРА (Москва) БОРЬБА ЗА ЦИКЛИЧНОСТЬ—БОРЬБА ЗА МАССОВОСТЬ СТАХАНОВСКОГО ДВИЖЕНИЯ «В угольной промышленности главной технической нормой при механизированной добыче угля является цикл врубовой . Эта норма выявляет, как работает врубовая машина, как работает конвейер, каков оборот вагонетки. Она вскрывает недостатки всех частей механизма». Так определил значение Mi смысл цикличности Лазарь Моисеевич Каганович на вседонецком слете шахтеров — стахановцев и ударников. . Цикл в жизни, в природе^ в технике —• это промежуток времени, по прошествии которого событие вновь начинает повторяться в прежнем порядке. Циклом можно назвать и ту последовательность, в какой повторяется непрестанно одно и то же действие. О каком повторении, о какой последовательности говорил т. Каганович, выдвигая понятие цикла в угольной промышленности? 1 j '! Цикл в шахте — это законченный круг работу. Сделать цикл—это значит подрубить всю лаву машиной, убрать весь подрубленный уголь, закрепить выработанное пространство, перенести конвейерную линию. Сколько же можно сделать таких циклов? В октябре прошлого года Донбасс давал 14,5 цикла в месяц, а; в декабре — 17 циклов. Тов. Каганович поставил перед шахтерами Донбасса следующую задачу: довести количество циклов в месяц до 21. Это должно увеличить добычу угля примерно на. 50—60 тыс. т в сутки. Опыт передовых шахт Донбасса показал, что осуществить это боевое задание наркома вполне возможно. Врубовая машина способна работать и три смены. Если организовать такую расстановку людей и механизмов, чтобы весь подрубленный уголь во-время убирался, чтобы все выработанное пространство тотчас же закреплялось, а конвейерная линия переносилась к следующим лавам, то шахта даст три цикла в сутки. При 25 рабочих днях это составило бы в .месяц 75 циклов. Уже сейчас десятки шахт Донбасса дают по одному-дна цикла в сутки. А есть шахты, где производительность труда значительно выше. После вседонецкого слета стахановцев на шахте № 4 «Максимова» т. Ефремов сделал пять циклов в сутки. Такой же результат показал и т. Иванов в 5-й лаве на шахте «Голубов-ка» № 6. В шахте им. Кирова т. Гвоз-дырьков дал четыре и три цикла в сутки. Таким образом, мы видим, что 21 цикл в месяц весь Донбасс в ближайшее время безусловно даст. Чтобы добиться высокой цикличности сегодня, вовсе не требуется капитальных затрат на переоборудование шахт, также не нужны и добавочные механизмы. Нужно лишь правильно организовать работу, правильно расставить всех людей и все механизмы и максимально их использовать, — так, чтобы все отдельные процессы цикла (вырубка угля, крепление, уборка и т. д.) были согласованы между собой во времени и чтобы ни один процесс не задерживал работу другий. Борьбй за многоцикличность является лучшей формой борьбы за массовость в стахановском движении. Уже в конце января текущего года число стахановцев дошло до 28 тыс. вместо 14,5 тыс. в октябре. Это результат первых успехов в борьбе за многоцикличность. Например, При. шлифовке валов необходимо много раз измерять диаметр обрабатываемого вала (нижний снимок). На это измерение уходит много непроизводительного времени. Каждый раз рабочий должен остановить станок и только после тщательного измерения пустить его на одной из лав шахты Кировоуголь из 102 человек 98 выработали по две, три, четыре, пять и даже больше норм. Тов. Каганович назвал цикличность . универсальным измерителем работы всей шахты в целом. Но цикличность является измерителем работы не только угольных шахт: каждый продукт, машина, деталь имеют свой цикл изготовления. Возьмем, например, станкостроительную промышленность. Здесь инициатором стахановского движения является депутат Верховного Совета СССР Иван Иванович Гудов. Его последний рекорд — выполнение нормы за 3 час. 58 мин. на 9 050%, т. е, 90 норм. По существу т. Гудов в десятки раз сократил цикл изготовления обрабатываемой детали. Эту деталь раньше обрабатывали на трех станках и делали еще предварительную разметку. Тов. Гудов предложил специальный инструмент — набор фасонных фрез — и два приспособления для зажима деталей. По старой технологии ка- Мастер-стахановец 2-го цеха станкозавода им. Орджоникидзе комсомолец т. Твердое в порядке подготовки к стахановскому месячнику приспособил для этого измерения особый инструмент — индикатор (верхний снимок). Этот индикатор позволил производить промеры обрабатываемого вала, не останавливая станка. В результате многих подобных несложных мероприятий вся бригада т. Твердова ежедневно перевыполняетi план на 170%. ждая деталь обрабатывалась отдельно По предложению т. Гудова, в дву> приспособлениях зажимаются и обраба тываются одновременно 60 деталей, па раллельно на двух станках. По ново( технологии отпала необходимость в пред варительной разметке и -сверлении. Такая работа потребовала исключительной чет кости и дисциплины движений, высокое культуры труда, которые и были блестя ще продемонстрированы т. Гудрвым. Чтобы оформить, например, предло жения т. Гудова в реальную конструк цию, потребовалась серьезная помощь инженеров, конструкторов, технологов. Вы видите, в каком неудобном положении приходится стоять рабочему в момент приближения шлифовального камня к обрабатываемому валу. Иначе он никак не может увидеть, насколько не-обходимо еще подвинуть камень к этому валу. Чтобы облегчить эту операцию, стахановцы шлифовального . участка станкозавода им. Орджоникидзе приспособили к станку зеркало. Это зеркало дает рабочему возможность видеть совершенно ясно приближение камня к валу, не отходя для этого в сторону и . не перегибаясь через вал. |








