Техника - молодёжи 1943-12, страница 21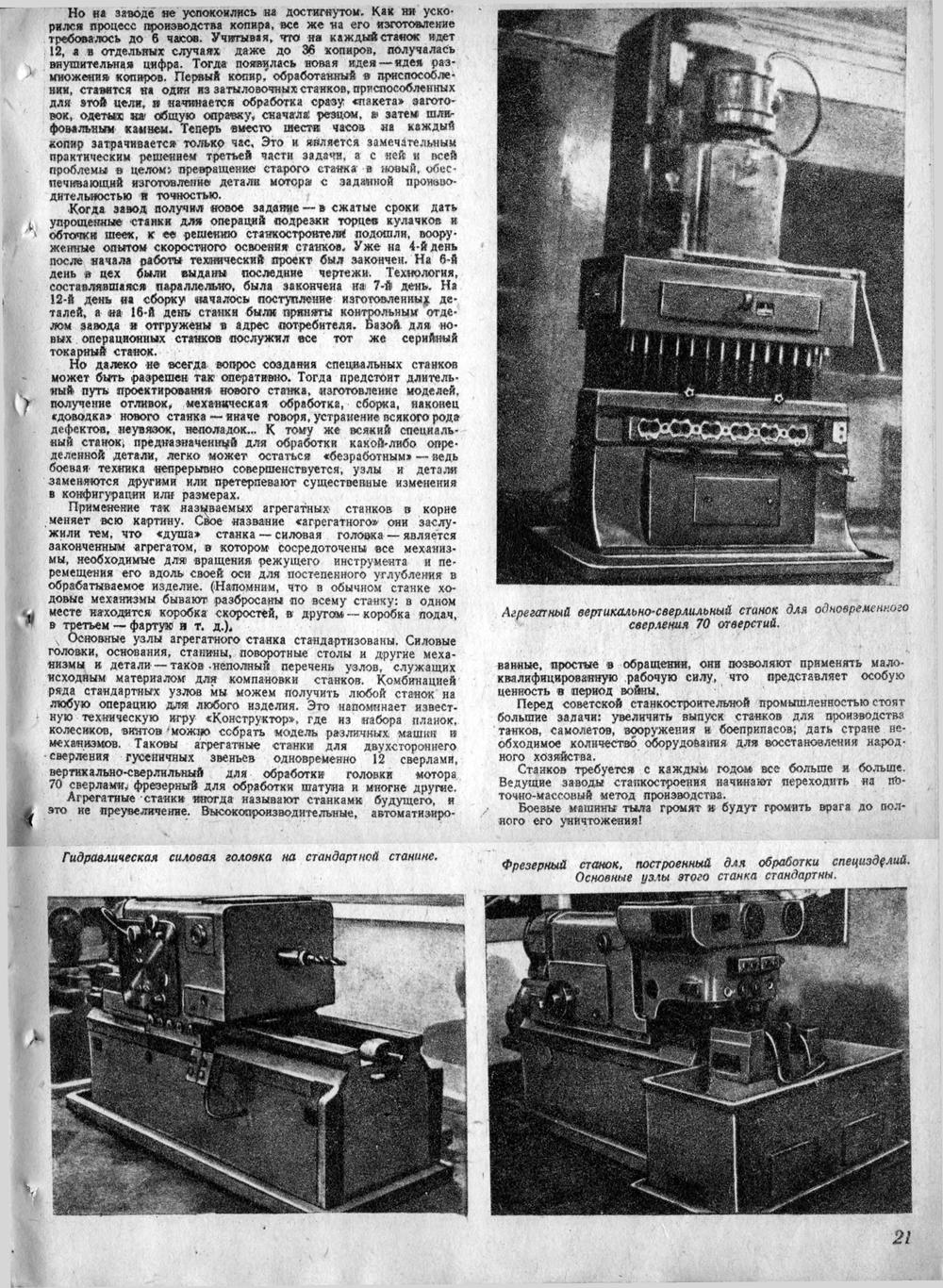
Но на заводе не успокоились на достигнутой. Как ни ускорялся процесс производства копира, все же на его изготовление требова лось до б часов. Учитывая, что на каждый станок идет 12, а в отдельных случаях даже до 36 копиров, получалась внушительная цифра. Тогда появилась новая идея — «дел размножения копиров. Первый копир, обработанный в приспособлении, ставится на один из заголовочных станков, приспособленных для этой цели, н начинается обработка сразу «пакета» заготовок, одетых ш общую оправку, сначала: резцом, а> затем шлифовальным камнем. Теперь вместо шести часов на каждый копир затрачивается только час. Это и является замечательным практическим решением третьей части задачи, а с ней и weft проблемы в целом:, превращение старого станка в новый, обеспечивающий изготовление детали мотор» с заданной производительностью и точностью. Когда завод получил новое задание — в сжатые сроки дать упрощенные станки для операций подрезки торцев кулачков и обточки шеек, к: ее решению станкостроители подошли, вооруженные опытом скоростного освоения станков. Уже на 4-й день после начала работы технический проект был закончен. На 6-й день а цех были выданы последние чертежи. Технология, составлявшаяся параллельно, была закончена на 7-й день. На 12-й день «а сборку мачалось поступление изготовленные деталей, а «а 16-й день станки были приняты контрольным отделом завода и отгружены в адрес потребителя. Базой для новых операционных станков послужил все тот же серийный токарный станок. Но далеко не всегда вопрос создания специальных станков может быть разрешен так оперативно. Тогда предстоит длительный путь проектирования нового станка, изготовление моделей, получение отливок, механическая обработка, сборка, наконец «доводка» нового станка—иначе говоря, устранение всякого рода дефектов, неувязок, неполадок.» К тому же всякий специальный станок, предназначенной для обработки какой-либо определенной детали, .легко может остаться «безработным» — ведь боевая техника непрерывно совершенствуется, узлы и детали заменяются другими или претерпевают существенные изменения в конфигурации или размерах. Применение так называемых агрегатных станков в корне меняет всю картину. Свое название «агрегатного» они заслужили тем. что «душа» станка — силовая головка — является законченным агрегатом, в котором сосредоточены все механизмы, необходимые для вращения режущего инструмента и перемещения его вдоль своей оси для постепенного углубления в обрабатываемое изделие. (Напомним, что в обычном станке ходовые механизмы бывают разбросаны по всему станку: в одном месте находится коробка скоростей, в другом--коробка подач, в третьем — фартук и т. д.), ч Основные узлы агрегатного станка стандартизованы. Силовые головки, основания, станины, поворотные столы и другие механизмы к детали — таков-неполный перечень узлов, служащих исходным материалом для компановки станков. Комбинацией ряда стандартных узлов мы можем получить любой станок на любую операцию для любого изделия. Это напоминает известную техническую игру «Конструктор», где из набора планок, колесиков, винтов -можно ссбрать модель различных, машин и механизмов. Таковы агрегатные станки для двухстороннего сверления гусеничных звеньев одновременно 12 сверлами, вертикально-сверлильный для обработки головки мотора 70 сверлами, фрезерный для обработки шатуна и многие другие. Агрегатные станки иногда называют станками будущего, и это не преувеличение. Высокопроизводительные, автоматиэиро- Агрегспный вертикально-сверлильный станок для одновременного сверления 70 отверстий. ванные, простые в обращении, они позволяют применять малоквалифицированную рабочую силу, что представляет особу» ценность в период войны. Перед советской станкостроительной промышленностью стоят большие задачи: увеличить выпуск станков для производства танков, самолетов, вооружения и боеприпасов; дать стране необходимое количество оборудоба>гая для восстановления народного хозяйства. Станков требуется с каждым! годом все больше и больше. Ведущие заводы станкостроения начинают переходить на пЪ-точно-массовый метод производства. Боевые машины тыла громят и будут громить врага до полного его уничтожения! Фрезерный станок, построенный для обработки специэд(лий. Основные узлы этого станка стандартны. Гидравлическая силовая головка на стандартной станине. 21 |








