Техника - молодёжи 1944-07-08, страница 3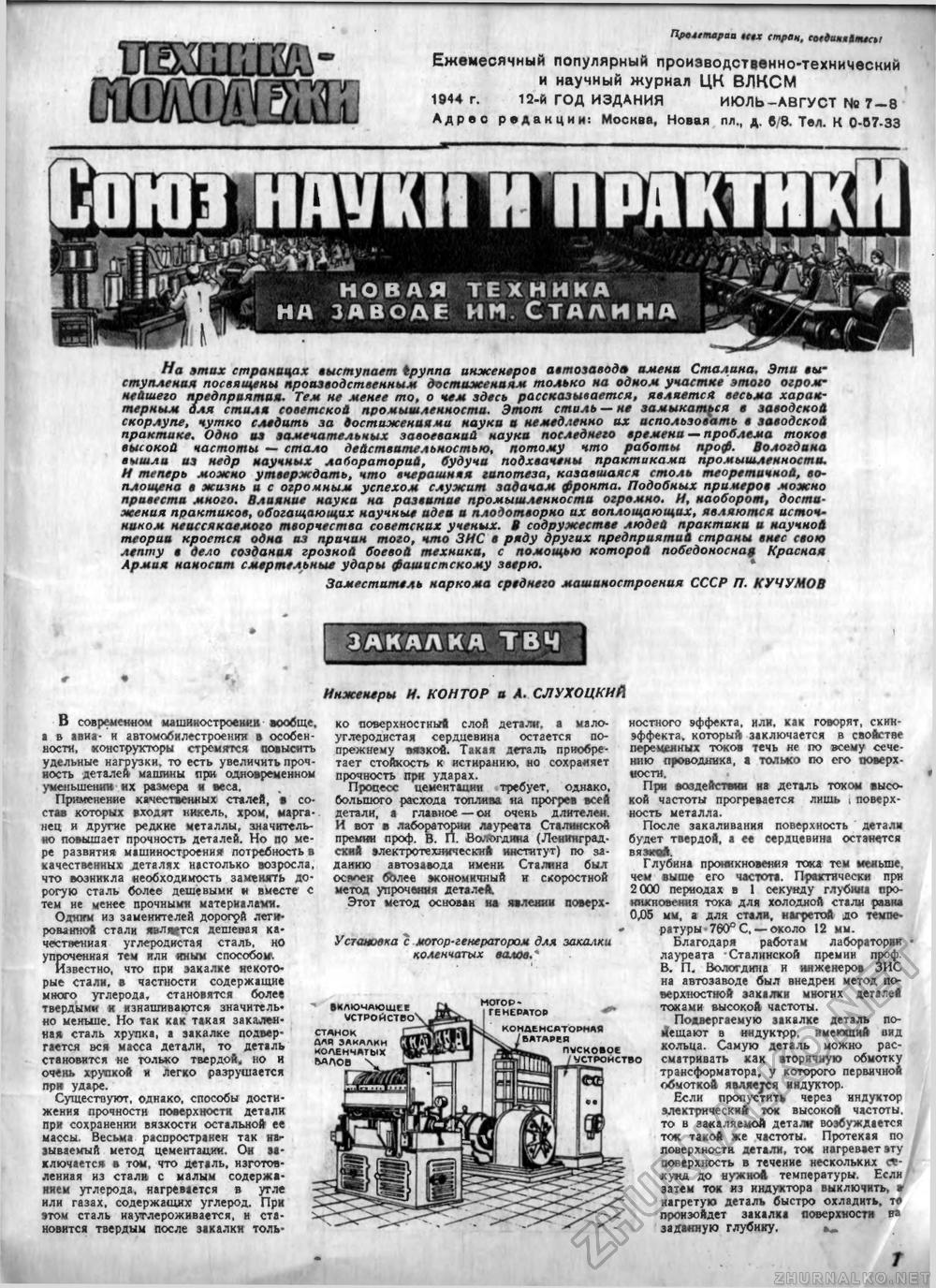
Пролетарий ншх стран, соединяйтесь! Ежемесячный популярный производственно-технический и научный журнал ЦК ВЛКСМ 1944 г. 12-й ГОД ИЗДАНИЯ ИЮЛЬ-АВГУСТ № 7-8 Адрес редакции: Москва, Новая плм д. в/8. Тел. К 0-57-33 На этих страницах выступает tpynna инженеров автозавод* имени Сталина. Эти выступления посвящены производственным достижениям только на одном участке этого огромнейшею предприятия. Тем не менее то, о кем здесь рассказывается, является весьма характерным для стиля советской промышленности. Этот стиль —не замыкаться в заводской скорлупе, чутко следить за достижениями наука и немедленно их использовать в заводской практике• Одно из замечательных завоеваний науки последнего времена — проблема токов высокой частоты — стало действительностью, потому что работы проф. Вологдина вышли из недр научных лабораторий, будучи подхвачены практиками промышленности. И теперь можно утверждать, что вчерашняя гипотеза, казавшаяся столь теоретичной, воплощена в жизнь и с огромным успехом служит задачам фронта. Подобных примеров можно привести много. Влияние науки на развитие промышленности огромно* И, наоборот, достижения практиков, обогащающих научные идеи и плодотворно их воплощающих, являются источником неиссякаемого творчества советских ученых. В содружестве людей практики и научной теории кроется одна из причин того, что ЗИС в ряду других предприятий страны внес свою лепту в дело создания грозной боевой техника, с помощью которой победоносна$ Красная Армия наносит смертельные удары фашистскому зверю. Заместитель наркома среднего машиностроения СССР П. КУЧУМОВ яшннт ЗАКАЛКА ТВЧ В современном машиностроении вообще, а в авиа- и автомобилестроения в особенности, конструкторы стремятся повысить удельные нагрузки, то есть увеличить прочность детален машины при одновременном уменьшении их размера и веса. Применение качественны* -сталей, в состав которых входят никель, хром, марганец и другие редкие металлы, значительно повышает прочность деталей. Но по мере развития машиностроения потребность в качественных деталях настолько возросла, что возникла необходимость заменять дорогую сталь более дешевыми и вместе с тем не менее прочными материалами. Одюгм из заменителей дорогой легированной стали является дешевая качественная углеродистая сталь, но упроченная тем или ииьгм способом. Известно, что при закалке некото* рые стали, в частности содержащие много углерода, становятся более твердыми и изнашиваются значитель* но меньше. Но так как такая закадренная сталь хрупка, а закалке подвергается вся масса детали, то деталь становится не только твердой, но и очень хрупкой и легко разрушается при ударе. Существуют, однако, способы достижения прочности поверхности детали при сохранении вязхости остальной ее массы. Весьма распространен так называемый метод цементашт. Он заключается в том, что деталь, изготовленная из стали с малым содержанием углерода, нагревается в угле или газах, содержащих1 углерод. При этом сталь науглероживается, и становится твердым после закалки толь- Инженеры И. КОНТОР и А. СЛУХОЦКИЛ ко поверхностный слой детали, а малоуглеродистая сердцевина остается по-прежнему вязкой. Такая деталь приобретает стойкость к истиранию, но сохраняет прочность при ударах. Процесс цементации требует, однако, большого расхода топ-шва на прогрев всей детали, а главное — он очень длителен. И вот в лаборатории лауреата Сталинской премии проф. В. п. Вологдииа (Ленинградский электротехнический институт) по заданию автозавода имени Сталина был освоен бЬлее экономичный и скоростной метод упрочения деталей Этот метод основан на явлении поверх- Установка с мотор-генератором для закалки коленчатых валов. * включающее устройство СТАНОК для ЗАКАЛКИ КОЛЕНЧАТЫХ ьалов МОТОР-ГЕНЕРАТОР КОНДЕНСАТОРНАЯ БАТАРЕЯ ПУСКОВОЕ УСТРОЙСТВО ностного эффекта, или, как говорят, скин-эффекта» который) заключается в свойстве пер-емеиных токов течь не по всему сечению проводника, а только го его поверхности. При воздействии на деталь током высокой частоты прогревается лишь I поверхность металла. После закаливания поверхность детали будет твердой, а ее сердцевина останется вяэкоА. Глубина проникновения тока тем кеяыпе, чем выше его частота. Практически при 2 000 периодах в 1 секунду глубина проникновения тока для холодной стали равна 0,05 мм, а для стали, нагретой до температуры 760° С, — около 12 мм. Благодаря работам лаборатории лауреата Сталинской премии проф. В. П„ Вологдина и инженеров ЗИС на автозаводе был внедрен метод поверхностной закалки многих деталей токами высокой частоты. Пожвергаемую закалке деталь помещают в индуктрр, имеющий вид кольца. Самую деталь можно рассматривать как вторичную обмотку трансформатора, у которого первичной обмоткой являемся индуктор. Если пропустить через индуктор электрический ток высокой частоты, то в закаляемой детали возбуждается ток такой же частоты. Протекая по поверхности детали, ток нагревает эту поверхность в течение нескольких секунд до ыужноА температуры. Если затем ток из индуктора выключить, * нагретую деталь быстро охладить, те произойдет закалка поверхности на заданную глубику. т |







