Техника - молодёжи 1954-03, страница 21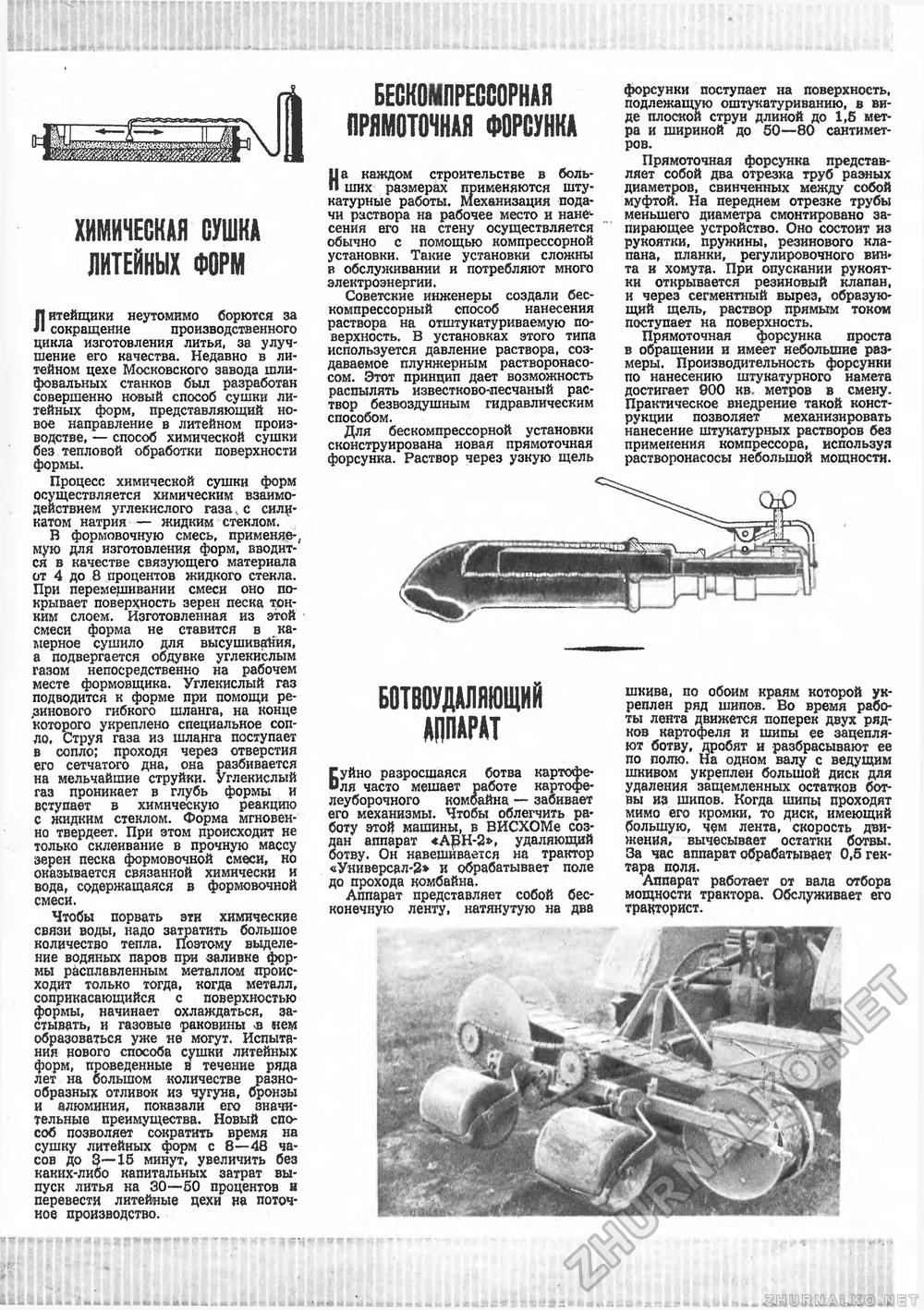
ХИМИЧЕСКАЯ СУШКА ЛИТЕЙНЫХ ФОРМЛитейщики неутомимо борются за сокращение производственного цикла изготовления литья, за улучшение его качества. Недавно в литейном цехе Московского завода шлифовальных станков был разработан совершенно новый способ сушки литейных форм, представляющий новое направление в литейном производстве, — способ химической сушки без тепловой обработки поверхности формы. Процесс химической сушки форм осуществляется химическим взаимодействием углекислого газа, с силикатом натрия — жидким стеклом, В формовочную смесь, применяв-, мую для изготовления форм, вводится в качестве связующего материала от 4 до 8 процентов жидкого стекла. При перемешивании смеси оно покрывает поверхность зерен песка тонким слоем. Изготовленная из этой смеси форма не ставится в камерное сушило для высушивания, а подвергается обдувке углекислым газом непосредственно на рабочем месте формовщика. Углекислый газ подводится к форме при помощи резинового гибкого шланга, на конце которого укреплено специальное сопло, Струя газа из шланга поступает в сопло; проходя через отверстия его сетчатого дна, она разбивается на мельчайшие струйки, углекислый газ проникает в глубь формы и вступает в химическую реакцию с жидким стеклом. Форма мгновенно твердеет. При этом происходит не только склеивание в прочную массу зерен песка формовочной смеси, но оказывается связанной химически и водаг содержащаяся в формовочной смеси. Чтобы порвать эти химические связи воды, надо затратить большое количество тепла. Поэтому выделение водяных паров при заливке формы расплавленным металлом происходит только тогда, когда металл, соприкасающийся с поверхностью формы, начинает охлаждаться, застывать, и газовые раковины а нем образоваться уже не могут. Испытания нового способа сушки литейных форм, проведенные в течение ряда лет на большом количестве разнообразных отливок из чугуна, бронзы и алюминия, показали его значительные преимущества. Новый способ позволяет сократить время на сушку литейных форм с 8-— 4В часов до 3—16 минут, увеличить без каких-либо капитальных затрат выпуск литья на 30—60 процентов и перевести литейные цехи на поточное производство. БЕСКОМПРЕССОРНАЯ ПРЯМОТОЧНАЯ ФОРСУНКАНа каждом строительстве в больших размерах применяются штукатурные работы. Механизация подачи раствора на рабочее место и нанеи сения его на стену осуществляется обычно с помощью компрессорной установки. Такие установки сложны в обслуживании и потребляют много электроэнергии. Советские инженеры создали бескомпрессорный способ нанесения раствора на отштукатуриваемую поверхность. В установках этого типа используется давление раствора, создаваемое плунжерным растворонасо-сом. Этот принцип дает возможность распылять известково-песчаный раствор безвоздушным гидравлическим способом. Для бескомпрессорной установки сконструирована новая прямоточная форсунка. Раствор через узкую щель форсунки поступает на поверхность, подлежащую оштукатуриванию, в виде плоской струи длиной до 1,6 метра и шириной до 50—80 сантиметров. Прямоточная форсунка представляет собой два отрезка труб разных диаметров, свинченных между собой муфтой. На переднем отрезке трубы меньшего диаметра смонтировано запирающее устройство. Оно состоит из рукоятки, пружины, резинового клапана, планки, регулировочного вин» та и хомута. При опускании рукоятки открывается резиновый клапан, и через сегментный вырез, образующий щель, раствор прямым током поступает на поверхность. Прямоточная форсунка проста в обращении и имеет небольшие раз* меры. Производительность форсунки по нанесению штукатурного намета достигает 900 кв. метров в смену. Практическое внедрение такой конструкции позволяет механизировать нанесение штукатурных растворов без применения компрессора, используя растворонасосы небольшой мощности. БОТООУДАЛЯЮЩИЙ АППАРАТБуйно разросшаяся ботва картофеля часто мешает работе картофелеуборочного комбайна — забивает его механизмы. Чтобы облегчить работу этой машины» в ВИСХОМе создан аппарат «А]ЗН-2*>, удаляющий оотву. Он навешивается на трактор «Универсал-2» и обрабатывает поле до прохода комбайна. Аппарат представляет собой бесконечную ленту, натянутую на два шкива, по обоим краям которой укреплен ряд шипов. Во время работы лента движется поперек двух рядков картофеля и шипы ее зацепляют ботву, дробят и разбрасывают ее по полю. На одном валу с ведущим шкивом укреплен большой диск для удаления защемленных остатков ботвы из шипов. Когда шипы проходят мимо его кромки, то диск, имеющий большую, чем лента, скорость движения, вычесывает остатки ботвы. За час аппарат обрабатывает 0,6 гектара поля. Аппарат работает от вала отбора мощности трактора. Обслуживает его тракторист. |








